Содержание
Ссылка на страницу скачивания актуальной версии программы Cura.
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.

Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
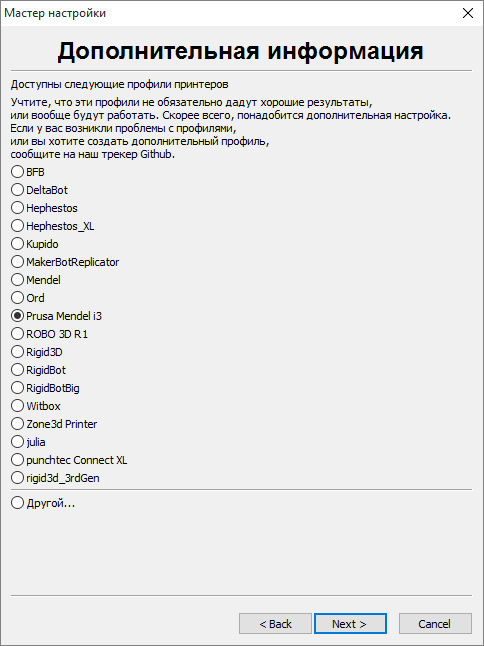
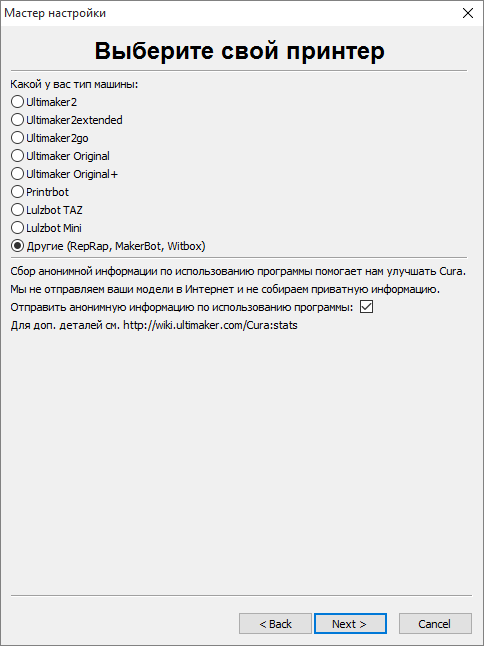
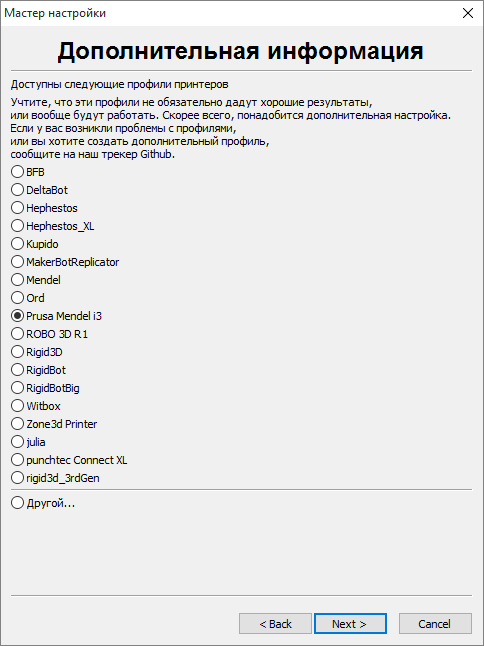
Выбираем свой 3D принтер

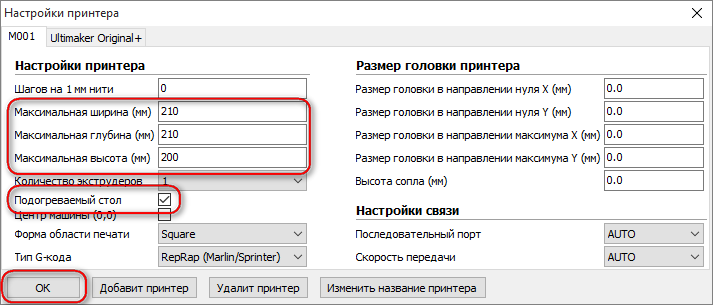
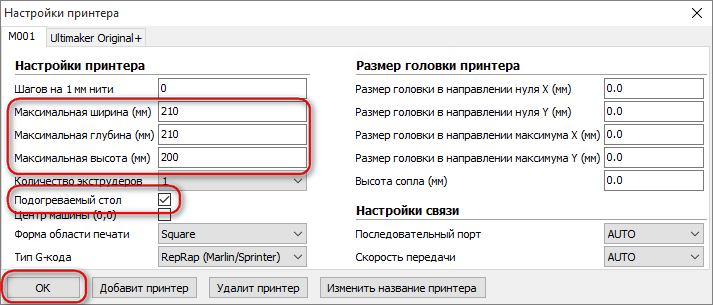
Устанавливаем габариты области печати

Настройка параметров печати
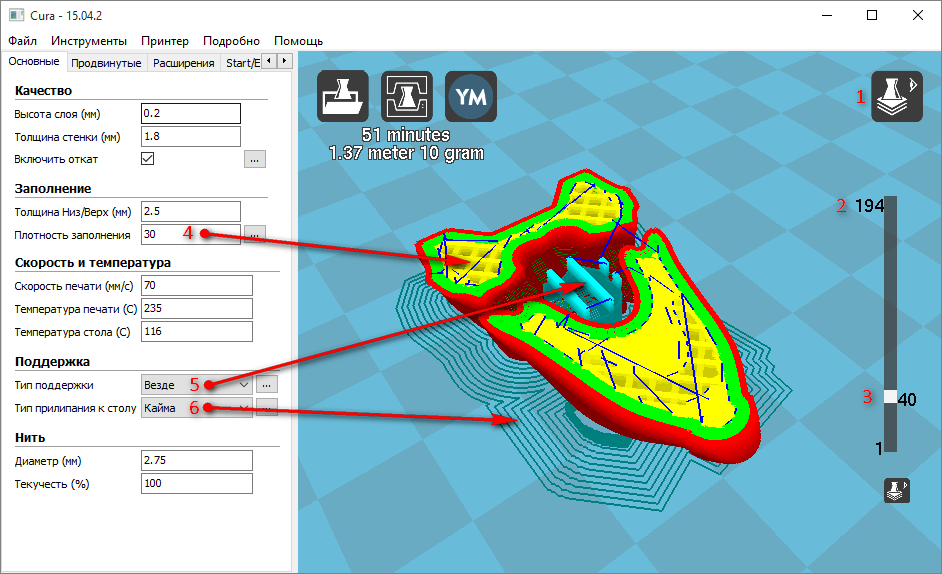
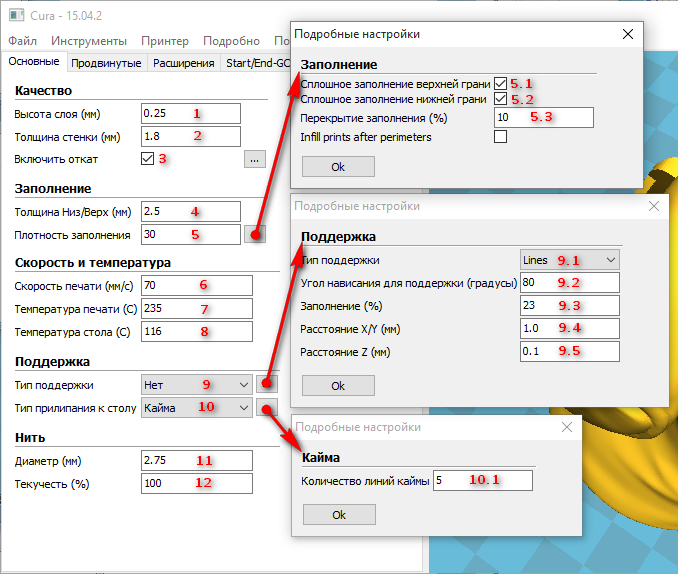
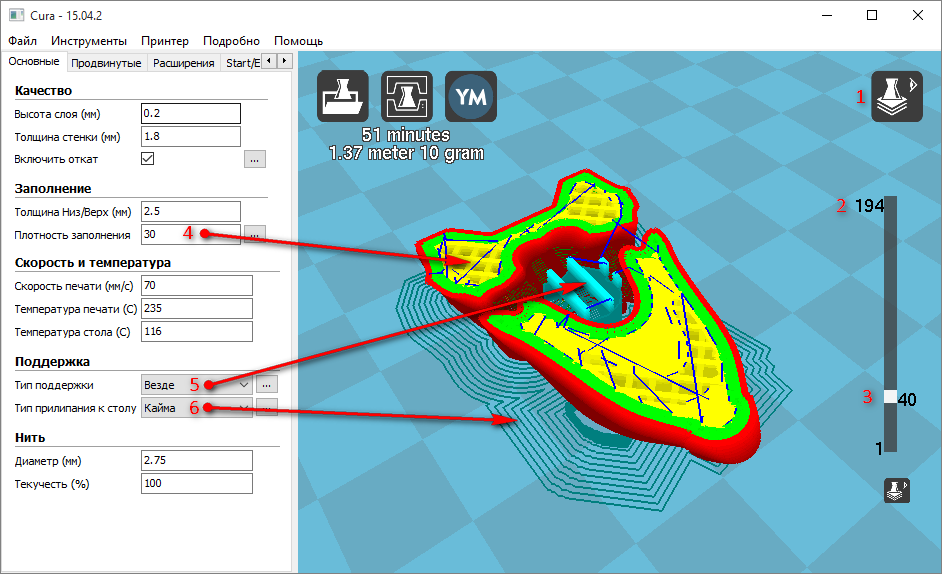
Вкладка “Основные” настройки


Качество печати
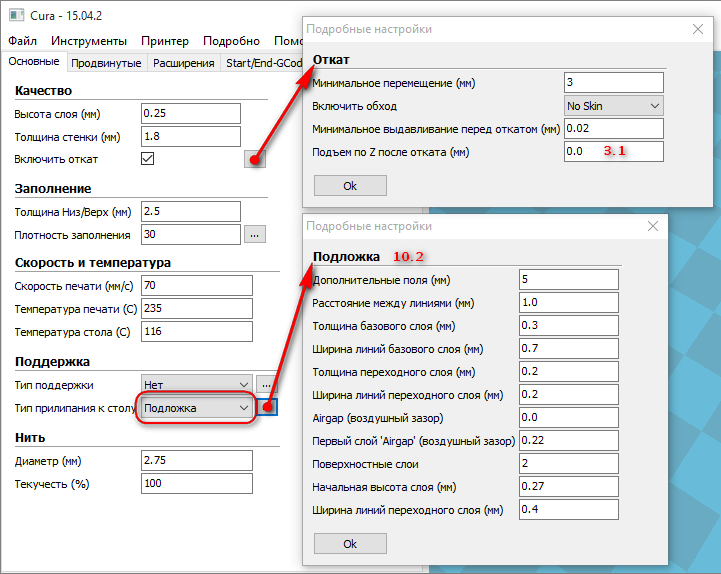
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
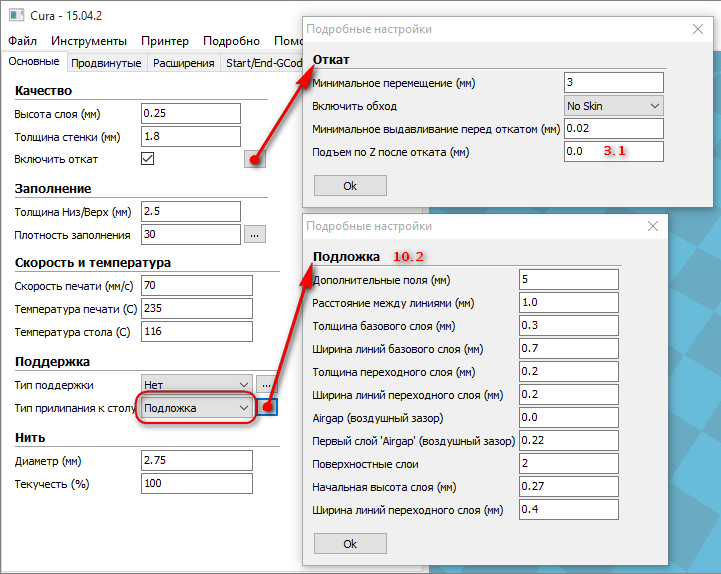
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% – будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке “Продвинутые”.
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
 Настройки CURA.Программы для подготовки 3д печати.
Настройки CURA.Программы для подготовки 3д печати.Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
10 – Тип усиления адгезии (прилипания) к столу:
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке – нужно увеличить, если деталь превращается в месиво – нужно уменьшать.
Вкладка “Продвинутые” настройки
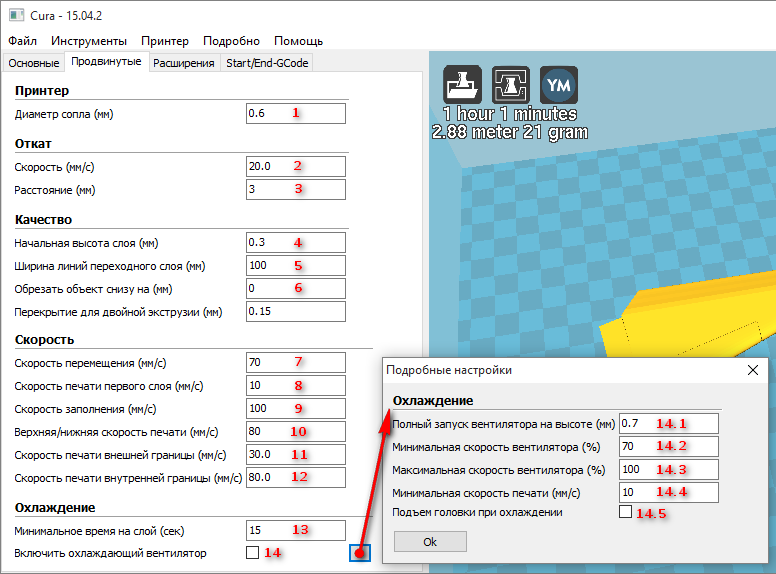
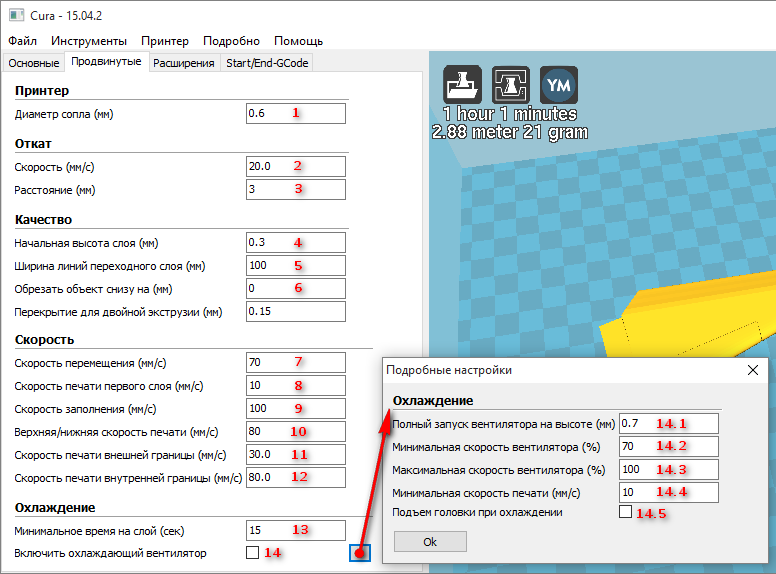
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить – нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
 Обзор и основные функции слайсера Cura 2. Часть 2
Обзор и основные функции слайсера Cura 2. Часть 25 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями – нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 – Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
 Печатаем на 3D принтере Creality Ender 3 – Часть 1 / Сборка принтера /
Печатаем на 3D принтере Creality Ender 3 – Часть 1 / Сборка принтера /Дополнительные настройки печати
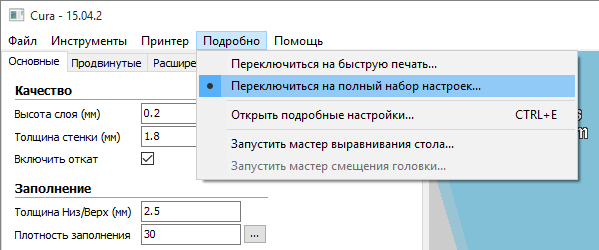
Включение дополнительных настроек
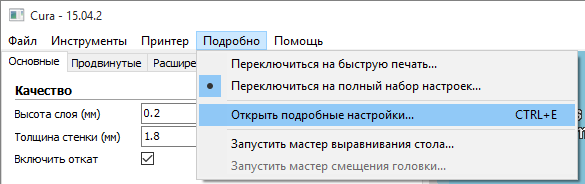
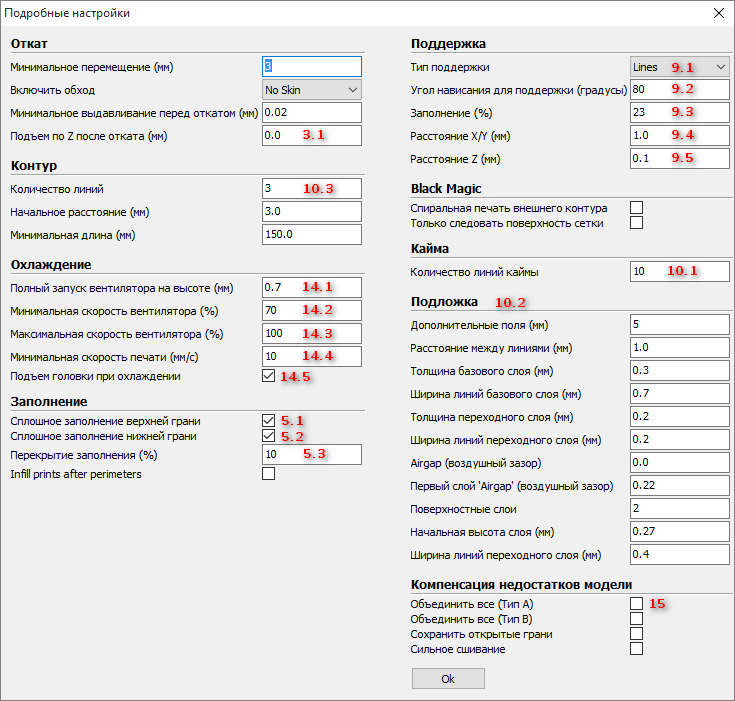
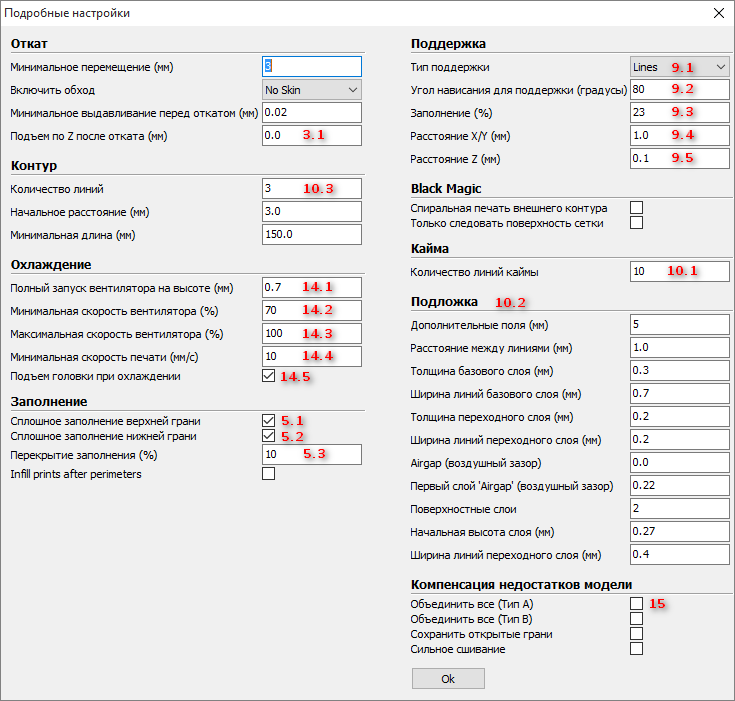
Подробные настройки
Эти же настройки появляются в мини меню вкладки “Продвинутые”
Ретракт – всасывание нити пластика
3.1 – Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) – выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 – Количество колец выдавливания пластика вокруг детали.
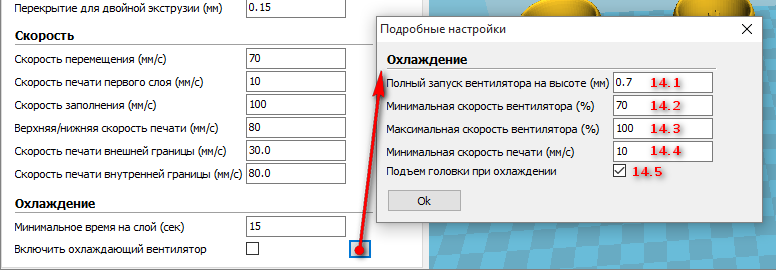
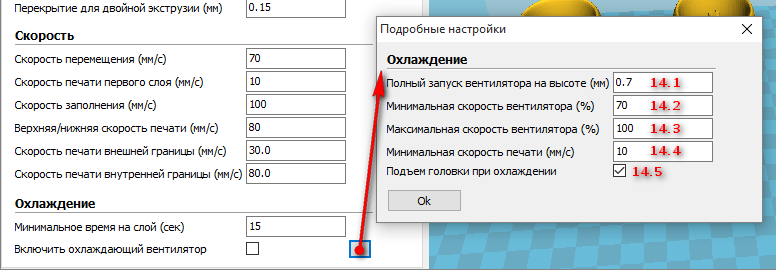
Охлаждение детали
14.1 – На какой высоте включать охлаждение детали.
14.2 – Минимальная скорость вентилятора охлаждения.
14.3 – Максимальная скорость вентилятора.
14.4 – Ограничение минимальной скорости укладки нити.
14.5 – Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 – Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 – Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 – Структура поддержек:
9.2 – Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 – Плотность структуры поддержек, в процентах.
9.4 – Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 – Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) – Увеличение площади соприкосновения детали и стола
10.1 – Ширина поля, в линиях нити.
Подложка (Raft) – нужен для печати деталей с маленькой площадью касания со столом
10.2 – Настройка параметров Raft
Исправление ошибок 3D модели
15 – Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке “Основные” повторяют настройки из “Подробные” настройки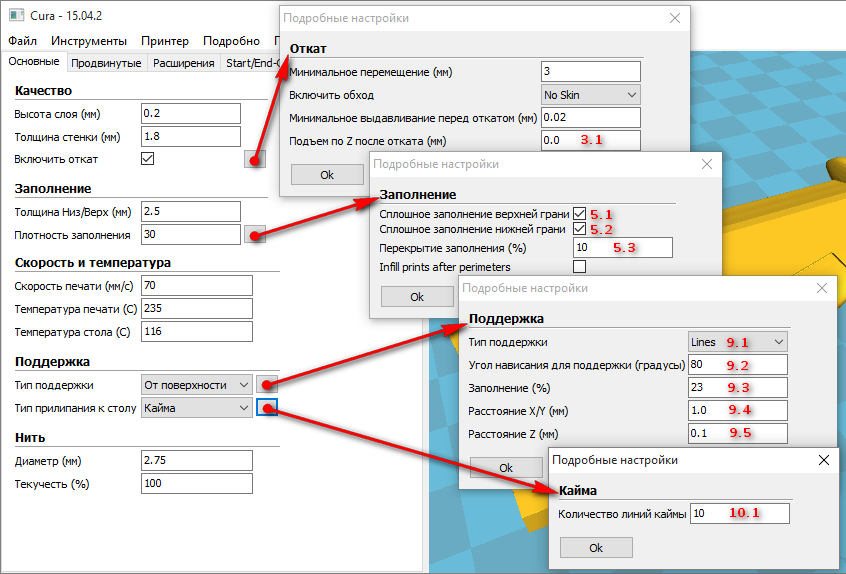
Дополнительная меню на вкладке “Продвинутые” повторяет настройки из “Подробных настроек”
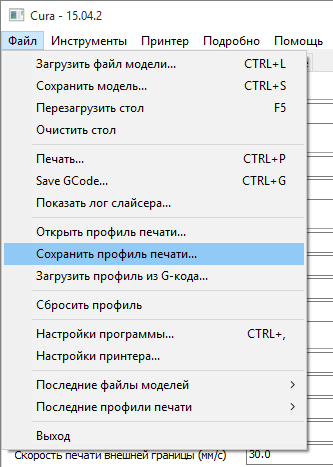
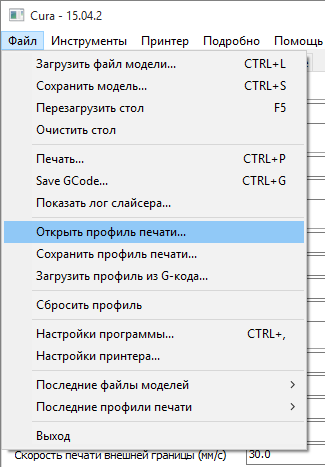
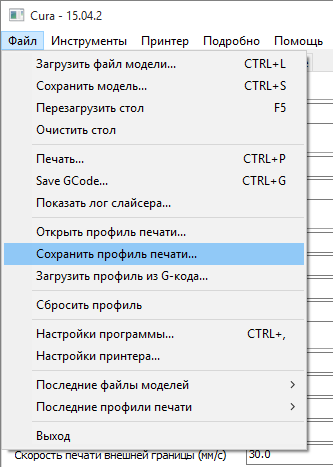
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола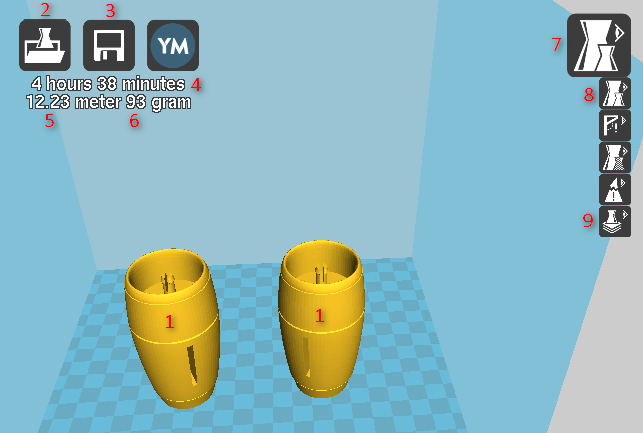
1 – Вид детали на рабочем столе.
2 – Загрузка файла и добавление 3D модели на рабочий стол.
3 – Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 – Расчётное время печати детали.
5 – Расчётная длина прутка для этой детали.
6 – Расчётный вес детали со всеми дополнительными структурами.
7 – Варианты просмотра детали.
8 – Просмотр загруженной 3D модели детали.
9 – Послойный просмотр детали со всеми дополнительными структурами.
1 – Послойный просмотр детали со всеми дополнительными структурами.
2 – Общее количество слоёв детали.
3 – Просматриваемый слой.
4 – Внутренняя структура заполнения.
5 – Структура поддержек.
6 – Внешний вид юбки, со всеми настройками.
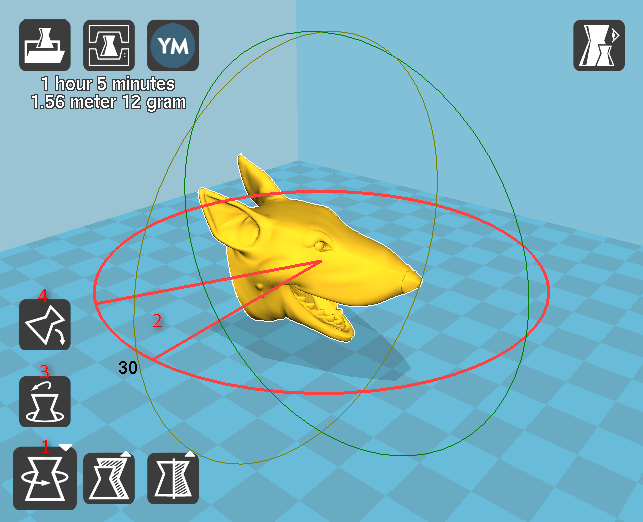
Поворот детали по осям
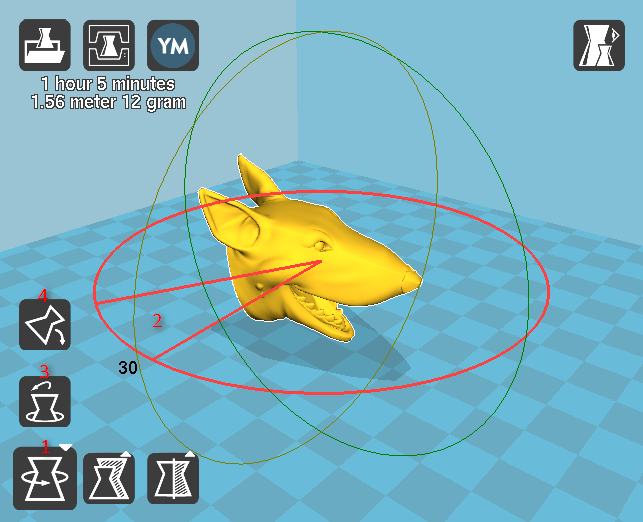
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 – Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 – Отображается угол поворота.
3 – Сброс в исходное положение.
4 – Выравнивание нижней плоскости детали, относительно рабочего стола.
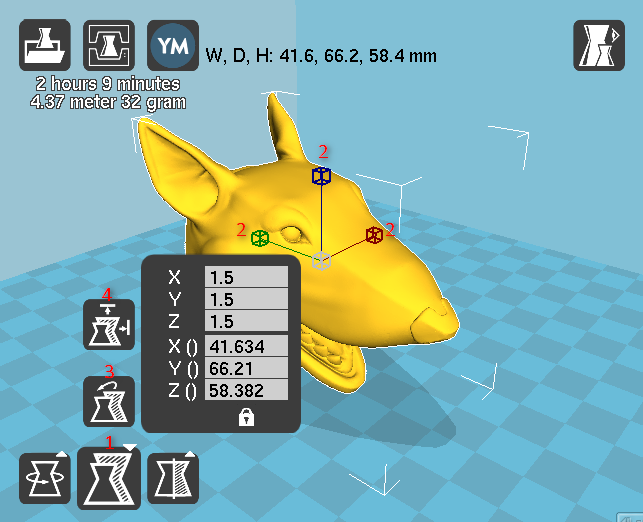
Изменение габаритных размеров детали
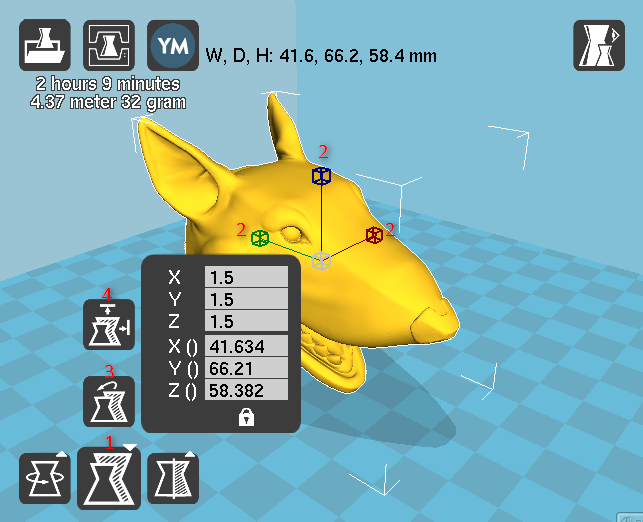
1 – Пиктограмма изменения габаритов.
2 – Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 – Сброс изменений.
4 – Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
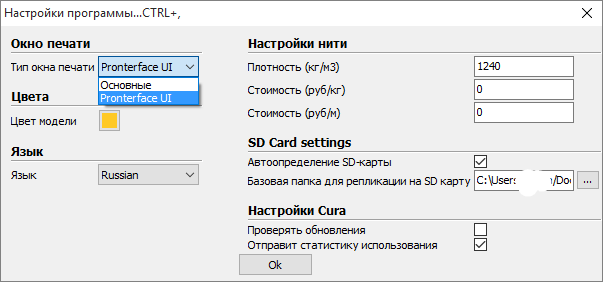
Входим в настройки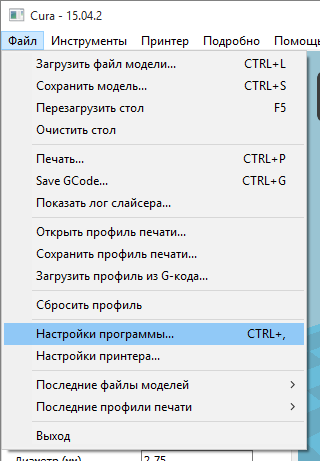
Изменяем вид интерфейса
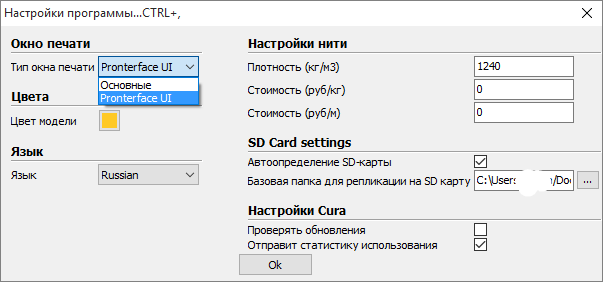
Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
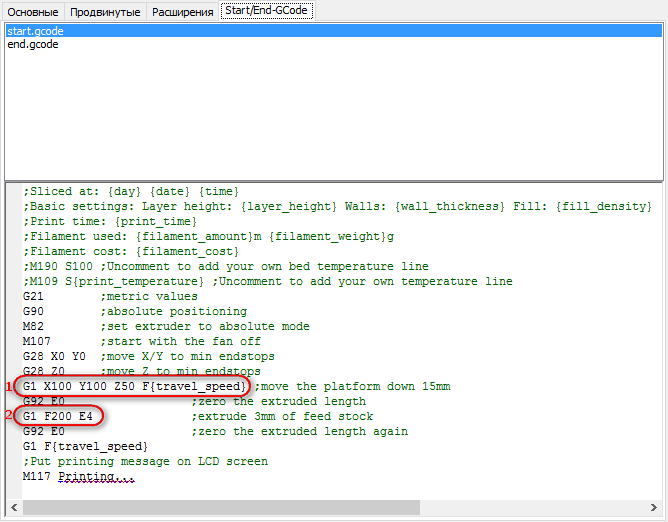
1 – Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 – Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение – выдавить, отрицательное – втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати. Этот код вставляется в начале каждой программы.
Внимание! При некорректном закрытии Cura настройки могут сброситься.
Ссылка на обсуждение статьи на форуме
Метки: Cura   2015-10-19      Раздел: Настройка, Новичку, Слайсеры   ![]() Автор: AKDZG Просмотров: 117 521   22 комментария
Автор: AKDZG Просмотров: 117 521   22 комментария
Первые шаги к постройке Mendel90      История моего Ultimaker Original
Введение
В данной статье рассмотрим все «не баги, а фичи», появившиеся в слайсере Ultimaker Cura с версии 3.5.1 до версии 4.3.0. На канале Дмитрия Соркина имеется прекрасное видео про настройки Cura вплоть до версии 3.4.1, которое я рекомендую посмотреть всем, кто пользуется данным слайсером, да и другими тоже, потому что большая часть настроек во всех слайсерах одинакова и работает похожим образом, разве что названия отличаются.
Я пользуюсь английской версией Cura. Я считаю, что так правильнее, потому что при переводе на русский местами искажаются описания многих функций, которые не всегда очевидно интерпретируются даже в оригинале на английском. Кроме того, большинство разбирающихся в печати людей пользуются Cura на английском и знакомы именно с английскими названиями настроек, да и большая часть мануалов тоже написана на английском или для английской версии. Так что зная английскую версию куда проще получить совет или найти информацию. Однако я по возможности все-таки буду приводить русские названия параметров.
Версия 3.5.1
Во-первых, появились кастомные поддержки, пока еще в виде плагина Custom support plugin. Позволяет размещать поддержки на свое усмотрение, работает дубово, но функционально. Позже этот функционал был перенесен из плагина в саму Cura.
Появились новые горячие клавиши для вызова режимов изменения моделей. Латинская T для translate, то есть перемещения, S для scale (изменения размера), R для rotate (поворота) и M для mirror (отражения). А еще С для кастомных поддержек и E для блокировщика поддержек.
Появились новые настройки заполнения. Multiply infill (Множитель для линии заполнения) увеличивает число линий, которыми рисуется заполнение. Новые линии рисуются рядом со старыми по тому же шаблону. Позволяет сделать заполнение более прочным и устойчивым. Еще данная настройка будет полезна, если мы хотим напечатать заполнение без дна и крышки, чтобы использовать как самостоятельную модель. Туда же идет Extra infill wall line count (Количество дополнительных стенок заполнения), то есть количество дополнительных стенок заполнения. Обводит заполнение стенками, все просто. Применения этой функции практически нет, поскольку обычно вокруг заполнения у нас и так, внезапно, стенки. Единственное, что мне пришло в голову – комбинация с функцией Infill Support (), когда заполнение рисуется только там, где на него будет что-то опираться, по типу поддержек, но только внутри модели. Extra infill wall line count добавит стенок вокруг такого заполнения.
Кроме того, появились интересные настройки поддержек. Первая — Initial layer support line distance (Дистанция между линиями поддержки первого слоя), то есть расстояние между линиями на первом слое поддержки. Эта настройка позволяет сделать первый слой поддержки более плотным и существенно улучшить адгезию поддержек к столу, раньше у небольших поддержек с низким процентом заполнения с этим была беда.
Еще к поддержкам — Support infill line direction (Направление линии заполнения поддержек). Позволяет повернуть на определенный угол весь шаблон, которым рисуются поддержки. Довольно полезная функция, можно повернуть поддержки так, чтобы линии, печатающиеся поверх этих поддержек, не попадали в пространство между линиями поддержек и не провисали.

Ну и последняя, но от того не менее важная, касающаяся поддержек функция – Fan speed override (Переопределение скорости вентилятора). Эта функция позволяет настроить отдельную скорость обдува для элементов, печатающихся на поддержках. Увеличение обдува для таких элементов улучшает качество поверхности на поддержках и упрощает отделение поддержек от модели, но тут главное не переборщить.
Ну и напоследок, очень интересные функции. Overhanging Wall Angle (Угол нависающей стенки) и Overhanging Wall Speed (Скорость печати нависающей стенки). Эти настройки позволяют снизить скорость печати периметров для нависаний больше определенного угла. Снижение скорости задается в процентах от базовой скорости печати периметров. Очень крутые функции, позволяют улучшить качество печати нависаний. Можно поставить большую скорость для периметров, при этом нависания будут печататься медленнее, укладываться лучше и успевать охлаждаться. Но надо учитывать, что данная настройка работает только для внешних линий периметра.
Версия 3.6.0
Данная версия длительное время оставалась основной для большинства печатников. Она очень стабильно работала с самого начала, к ней даже багфикс не выпускали, и многие долго не хотели обновляться с нее на Cura 4, а некоторые и до сих пор ей пользуются.
Первое, что бросается в глаза, это конечно Gyroid Infill, гироидное заполнение. Очень интересный шаблон заполнения, которой уже был в других слайсерах, но в Cura появился только в этой версии. Данный шаблон относится к трехмерным и должен обеспечивать более равномерную прочность модели. Печатается он при этом довольно быстро, несмотря на хитрую извилистую форму – сказывается отсутствие углов, как например в том же гексагональном заполнении. За счет того, что шаблон трехмерный, на просвет в напечатанном изделии его не видно. Главный минус по сравнению с обычными шаблонами типа Lines и Grid – некоторая неравномерность расстояния между линиями, из-за чего первый слой крышки может хуже ложиться, так что лучше добавить дополнительный слой, а то и пару, по сравнению с обычными шаблонами.
Еще одна крутая настройка — Enable support brim (Разрешить кайму поддержек). Как и следует из названия, она добавляет Brim, то есть кайму, под поддержки. Настройка Support Brim Width (Ширина каймы поддержки) задает ширину этой каймы. Позволяет существенно улучшить адгезию поддержек к столу, особенно в комбинации с упомянутой ранее настройкой Initial layer support line distance.
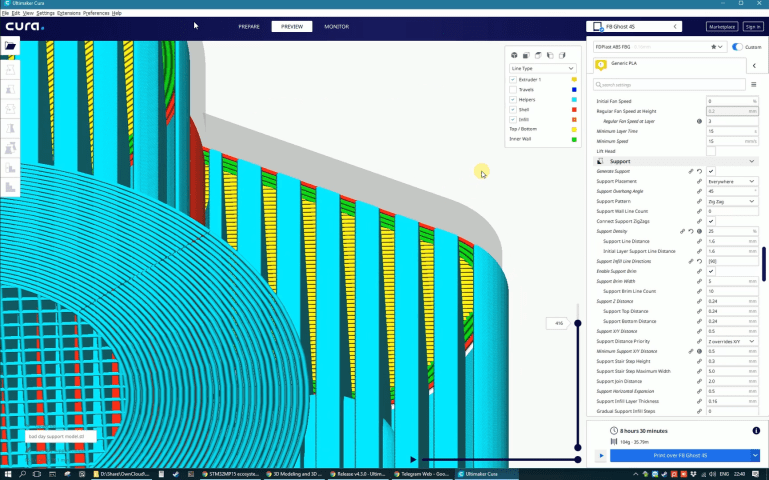
Версия 4.0.0
Очень сильно переработали пользовательский интерфейс. Настройки теперь отображаются в выпадающем меню сбоку. Меню можно растянуть по высоте, перетаскивать по экрану, все стильно модно, молодежно. Но не в последнюю очередь из-за смены интерфейса многие так не хотели переходить на новую версию. Во-первых, сократилось и без того не слишком большое пространство для отображения огромного количества настроек. Во-вторых, эти меню надо каждый раз открывать, а если меню настроек растянуть на максимум по высоте, то оно закроет кнопку Slice, и его надо закрывать, чтоб нарезать модель.
К счастью, довольно быстро выпустили плагин, позволяющий вернуть старое представление панели настроек печати в виде сайдбара. Для этого переходим в Marketplace – так теперь называется менеджер плагинов Cura – и выбираем плагин Sidebar GUI, жмем кнопку Install, принимаем лицензионное соглашение, ждем окончания установки и перезапускаем Cura. Теперь все практически так, как было раньше.
А вообще, если отбросить новый интерфейс, то по функционалу это все та же Cura 3.6. Ну добавили настройку Minimum support area (Минимальная зона поддержек), позволяющую задать минимальную площадь, для которой будут генерироваться поддержки, да и все.
Версия 4.1.0
Добавлен новый скрипт постпроцессинга Insert at Layer change. Он позволяет добавить свой G-code до или после смены слоя. Данный скрипт, как и другие, находится в меню Extensions → Post Processing → Modify G-code (. Скрипт оказался жутко бестолковым. G-код для вставки должен быть введен в одну строку, и эта строка будет вставлена, как есть. Никакими ухищрениями типа регулярных выражений и эскейп-символов мне не удалось заставить скрипт превратить строку, содержащую несколько команд, в несколько отдельных строк. То есть, по сути, скрипт можно использовать чтобы вставить между слоями только одну команду. Очень сомнительная польза. Этого ограничения, кстати, нет у другого скрипта, который называется Search and Replace, но о нем я расскажу как-нибудь в другой раз.
Добавили настройку Prime tower brim (Кайма черновой башни), добавляет кайму для черновой башни на мультиэкструдерных конфигурациях. Работает по аналогичному принципу с вышеупомянутой настройкой Support Brim, помогает увеличить адгезию черновой башни к столу.
Довольно важная настройка — Maximum deviation (Максимальное отклонение). Эта настройка вообще была и раньше, но была скрыта в коде и жестко приравнена к значению настройки Maximum Resolution (Максимальное разрешение), деленному на 2. Теперь же значение этого параметра можно задать вручную. Настройка Maximum Deviation задает максимальное отклонение в мм для сгенерированных слайсером траекторий относительно исходной модели. Настройка Maximum Resolution задает минимальную длину сегмента траектории, сегменты меньшей длины Cura будет генерировать только в том случае, если нарушается требование настройки Maximum Deviation.
Ну и последнее из более-менее интересного — Gyroid support, то есть гироидный шаблон поддержек. Сам шаблон работает абсолютно так же, как и гироидное заполнение, рассмотренное ранее. Честно говоря, ни разу не пробовал гироидные поддержки, но в комментариях к релизу указано, что этот шаблон более эффективен с точки зрения расхода материала, более проницаем для жидкости, так что растворимые поддержки должны быстрее растворяться, и что такие поддержки проще отрывать от модели плоскогубцами.
Версия 4.2.1
Из более-менее полезного добавили Orthographic view (Ортографический вид), ортогональный режим камеры, раньше был только перспективный. Находится в меню View → Camera View (Вид → Вид камеры). Довольно удобный режим, в котором модель рисуется в ортогональной проекции, без перспективных искажений. Позволяет, например, более точно рассмотреть, как расположены друг относительно друга те или иные элементы, соосны ли они, перпендикулярны и прочее. Кто работает в САПР системах, поймет. Единственное, хотелось бы поиметь кнопку для переключения режима камеры прямо в рабочей области, например рядом с кнопками стандартных видов, ну или хотя бы хоткей, чтобы не лезть каждый раз в меню.
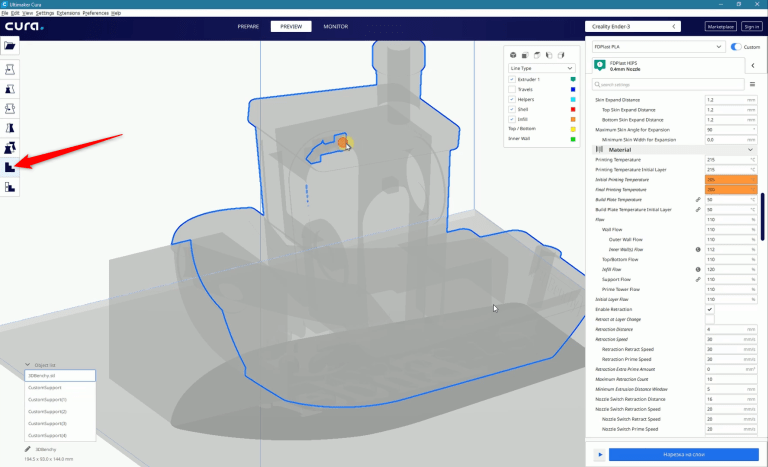
Кроме того, добавили список объектов, содержащий все находящиеся в рабочей области модели. Через этот список можно выбрать модель, она подсветится в рабочей области, и наоборот, при выборе самой модели будет подсвечена соответствующая ей строка в списке. Не то чтобы без этого нельзя было жить, но дают – бери. Иногда довольно удобно, когда, например, на столе куча разных моделей, а тебе надо выбрать конкретную по названию файла.
Немного поменяли цвета различных типов линий в просмотре по слоям. Теперь заполнение внутри модели отличается от сплошного заполнения дна/крышки, а интерфейс поддержек отличается от самых поддержек. Просто приятное изменение, делающее жизнь немного проще.
Smart Z seam (Интеллектуальное скрытие) – новый режим настройки Seam Corner Preference (Настройки угла шва), то есть предпочтения углов для шва. Как гласят примечания к релизу, должен улучшить эстетические качества модели, потому как анализирует ее геометрию и автоматически выбирает между вариантами Hide и Expose, чтобы минимизировать заметность шва. Звучит круто, правда? На деле же, сколько я не тестировал эту настройку, работает она точно так же, как режим Expose. Даже если переключить Z Seam Alignment (Выравнивание шва по оси Z) на Sharpest corner, или, например, Shortest, то Smart Hiding все равно работает так же, как Expose. Лично мне куда больше нравится красивый выровненный шов на модели, который получается при включении опции User Specified для Z Seam Alignment и отключенном Seam Corner Preference, но это, безусловно, дело вкуса.
Появилась опция Z hop speed (Скорость поднятия оси Z). В предыдущей версии, если для оси Z в профиле не была задана скорость, Cura давала команду на Z-hop буквально со скоростью света. Теперь же появилась отдельная опция, задающая скорость для подскока головы при перемещении. Спасибо большое разработчикам, что больше не пытаются запустить наши принтеры на орбиту.
Ну и на десерт самое, пожалуй, вкусное в этом обновлении. Flow per feature, то есть задание потока отдельно для различных элементов модели – внутренних и внешних периметров, заполнения, поддержек и прочего. Полезность данной функции огромна. Щели между периметрами, а Linear Advance не для вас? Можно увеличить поток для периметров. Щели в крышке? Увеличиваем поток для крышки. На большой скорости рвет заполнение? Ставим поток заполнения на 120%, пусть попробует порваться. Конечно, нужно разумно подходить к использованию данной функции, но все-таки это – одно из самых полезных нововведений за последнее время.
Версия 4.3.0
Нововведений не так много, но все они весьма интересные.
Во-первых, наконец добавили функцию Align faces to the build plate, которая уже пару лет как есть в других слайсерах. Данная функция, расположенная в панели инструмента Rotate, позволяет ориентировать модель к столу произвольной гранью. Выбираем инструмент, щелкаем по нужной нам грани в модели, модель поворачивается этой гранью вниз и опускается до упора. Причем упереться она может не обязательно этой гранью, а любой другой точкой модели, то есть под стол модель Cura не задвинет.
Во-вторых, появилась настройка Print small features slower. На самом деле, это 4 настройки, расположенные в разделе Experimental. Small Hole Max Size (Максимальный размер малого отверстия) задает диаметр условных отверстий и контуров деталей, меньше которого они будут считаться мелкими элементами. Small Feature Max Length (Максимальная длина малого элемента) – то же самое, но задает максимальную длину линии этих мелких элементов, по умолчанию равно длине окружности с диаметром Small Hole Max Size. Small Feature Speed (Скорость для малых элементов) – процент, до которого будет снижаться скорость печати мелких элементов, First Layer Speed (Скорость первого слоя) – то же самое, но для первого слоя. Этот функционал позволяет существенно улучшить качество печати мелких элементов моделей, а также улучшить адгезию небольших периметров, например букв или отверстий, на первом слое. Да, конечно раньше была настройка Minimum layer time (Минимальное время слоя), которая позволяла замедлить печать слоев с малой площадью, чтобы дать им время на остывание, но вот если помимо мелких элементов в слое присутствовали крупные, или мелких элементов было много, так что суммарно слой печатался долго, то мелкие элементы все равно печатались слишком быстро, что сказывалось на качестве не лучшим образом.
В этой версии настройки шва снова не обошли стороной и добавили параметр Z Seam Position (Позиция Z шва). Это выпадающий список, в котором можно выбрать одно из стандартных положений шва, если включен режим User Specified для Z Seam Alignment. Работает элементарно – при выборе желаемого положения автоматически заполняются значения настроек Z seam X и Z seam Y. Значения вносятся на основе размеров стола, поэтому при включении опции Z seam relative, которая считает координаты относительно центра модели, все работает не очень корректно. Для новичков функция удобная, а бывалые пользователи настраивают шов даже не задумываясь.
Новые настройки Support infill line directions (Направление линии заполнения поддержек) и Support interface line directions (Направления линии связующего слоя поддержек) позволяют задать углы для шаблонов поддержек и интерфейса поддержек. Работают аналогично настройкам Infill line directions (Направления линии заполнения) и Top/bottom line directions (Направление линии дна/крышки). Задаем список углов, на каждом слое поддержки или интерфейс поддержек рисуются поочерёдно под углами, указанными в списке. Функция полезная и интересная, особенно что касается интерфейса, позволяет лучше ориентировать интерфейс относительно поддержек или относительно печатающейся на нем части модели, чтобы уменьшить провисания. Рекомендую поиграть на досуге с этими параметрами.
Ну и последняя маленькая настроечка — Randomize infill start (Рандомизация начала заполнения). Позволяет на каждом слое начинать печать заполнения в новом месте. Может служить в качестве костыля для исправления косяка, когда самое начало заполнения на слое печатается с недоэкструзией – недоэкструзия будет каждый слой в новом месте и в целом в заполнении не будет дырки.
Ну что же, на сегодня это все. Надеюсь, вы узнали для себя что-то новое и полезное. По мере выхода новых версий я буду стараться выпускать статьи и по ним тоже.
До новый встреч, коллеги!
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
Скачать

Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
Выбираем свой 3D принтер
Устанавливаем габариты области печати

Настройка параметров печати
Вкладка «Основные» настройки

Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
10 – Тип усиления адгезии (прилипания) к столу:
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек


Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки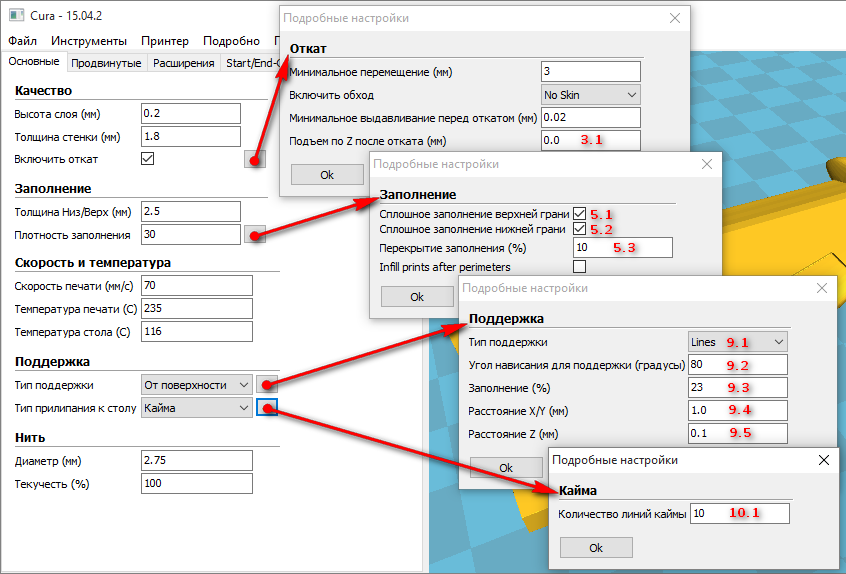
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
Сохранение настроек в файл и восстановление

Манипуляции на рабочем столе
Окно рабочего стола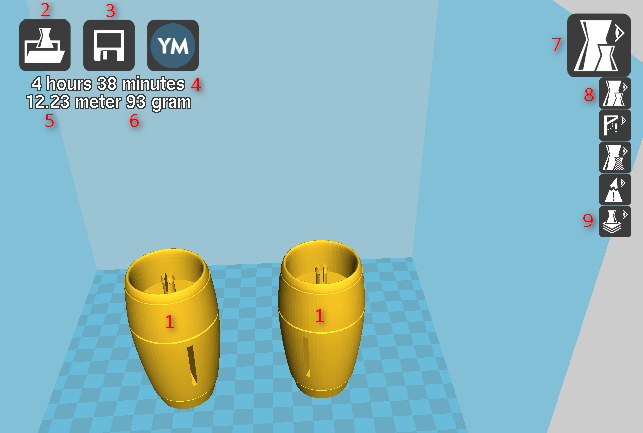
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
Входим в настройки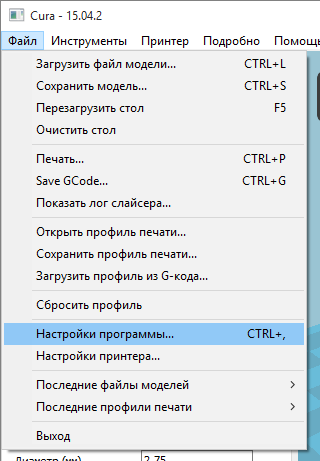
Изменяем вид интерфейса
Интерфейс программы Cura в стиле программы Pronterface, во время печати.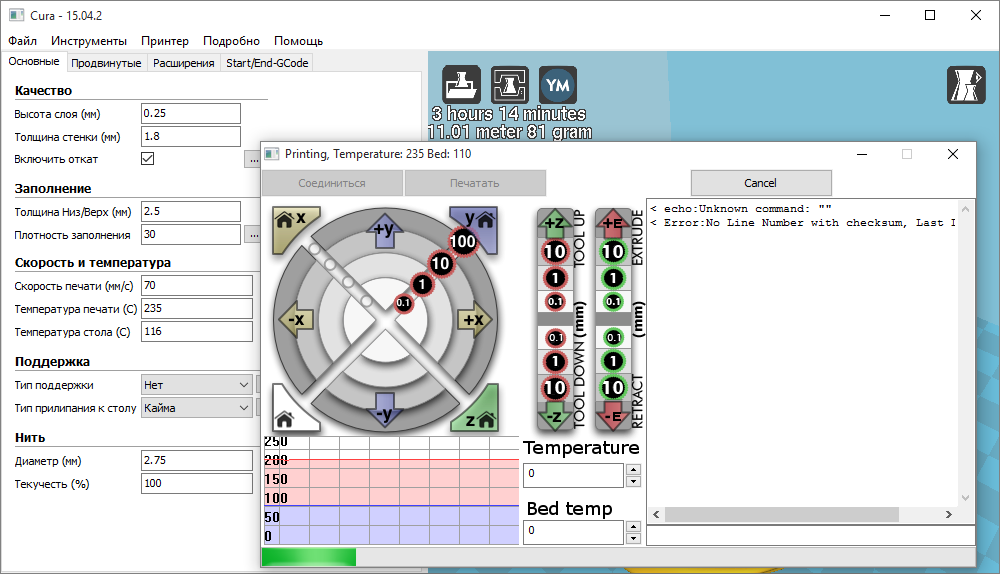
Изменяем стартовый G-код
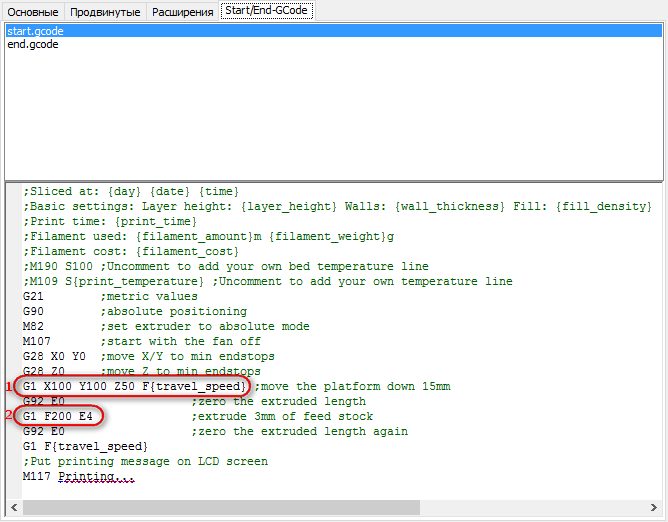
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати. Этот код вставляется в начале каждой программы.
Внимание! При некорректном закрытии Cura настройки могут сброситься.
Автор
Автор публикации
Используемые источники:
- https://3deshnik.ru/blogs/akdzg/obzor-osnovnyh-nastroek-slajsera-cura
- https://k3d.tech/archives/147
- https://3dsfera.by/articles/nastrojki-cura.programmy-dlya-podgotovki-3d-pechati/


 Калибровка 3д принтера
Калибровка 3д принтера Тонкие настройки 3D принтера, настройка потока и экструдера
Тонкие настройки 3D принтера, настройка потока и экструдера DiyTronic
DiyTronic Как настроить скорость печати принтера?
Как настроить скорость печати принтера?