Содержание
- 1 Расходные материалы:
- 2 Шаг 1: Выравнивание кровати
- 3 Шаг 2: Youtube видео — ваш друг
- 4 Шаг 3: * MICRO * Все в одном тесте 3D-принтера
- 5 Шаг 4: Тепловая башня
- 6 Шаг 5: Базовый тест ретракции
- 7 Шаг 6: Тест скорости
- 8 Шаг 7: Теперь, когда ваш принтер набран …
- 9 Шаг 8: Руководство по нитям
- 10 Шаг 9: наденьте направляющую Z-винта
- 11 Шаг 10: кривошип оси Z
- 12 Шаг 11: Держатель скребка Ender 3
- 13 Шаг 12: Ender 3 Pro Проволочные зажимы
- 14 Шаг 13: Эндер 3 Кабельная цепь
- 15 Шаг 14: Делай, это не …
- 16 Шаг 15: … намного лучше
- 17 Шаг 16: Держатель суппорта Ender 3
- Цена: $259.99 (с купоном $219.99)
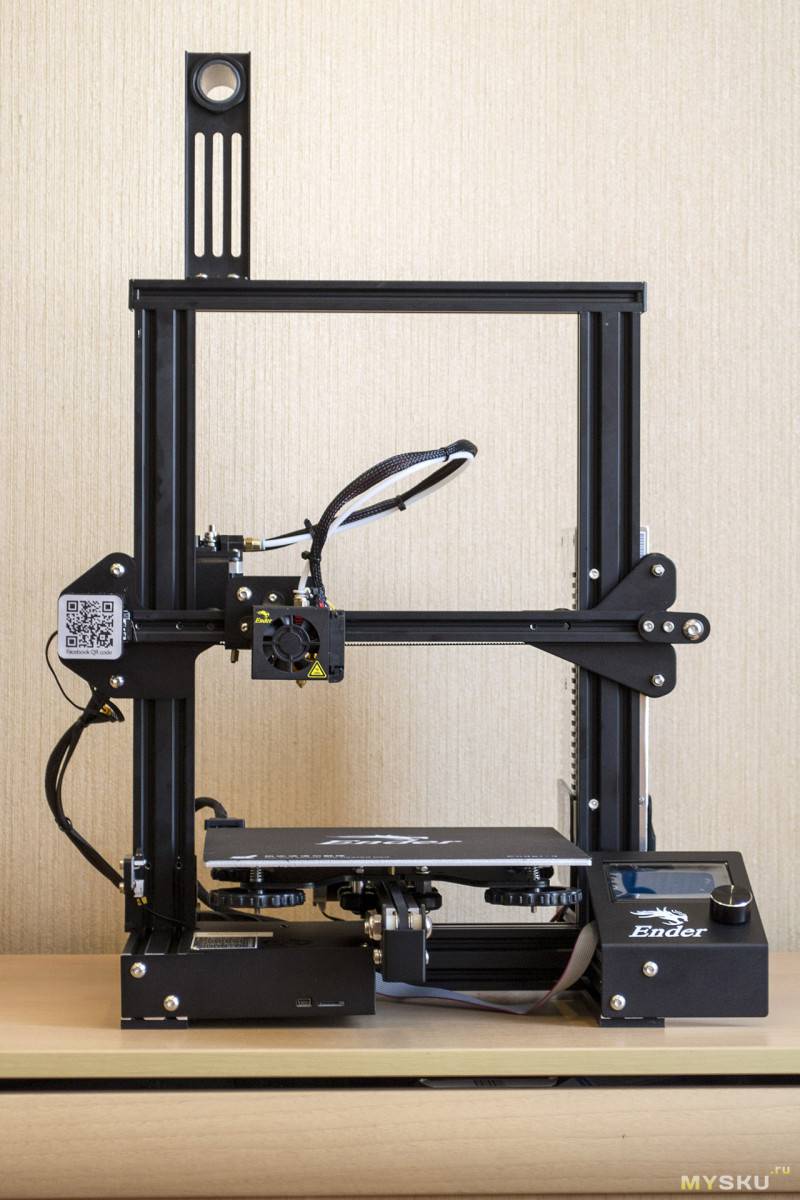
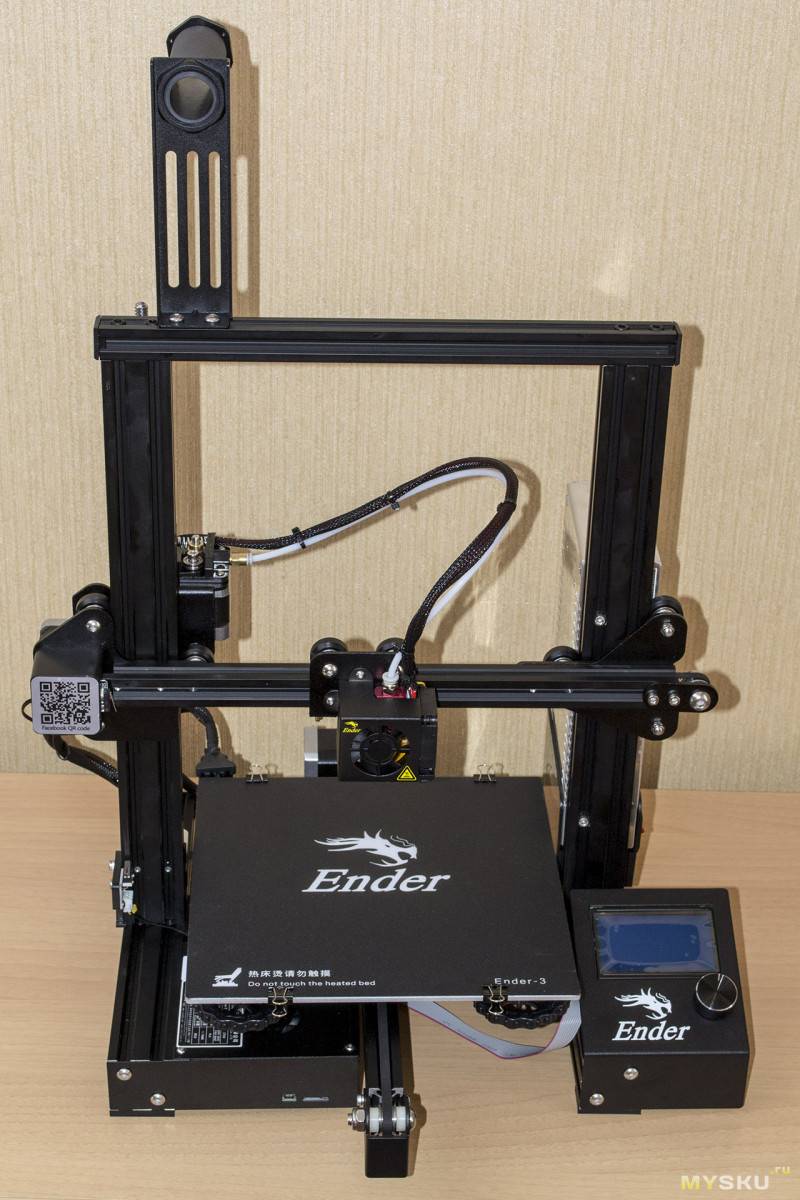
Здравствуйте, уважаемые читатели! Начиная с этой статьи, я попытаюсь подробно рассказать вам о 3D печати на FDM принтерах, особенностях сборки и настройки. Начну, пожалуй, с рассмотрения наиболее популярной сейчас модели 3D принтера – Creality Ender 3. В этой публикации постараюсь рассказать о нюансах сборки этого принтера. Заинтересовавшихся, прошу под кат. Сейчас мало кого можно удивить моделями и изделиями распечатанными на 3D принтерах. Прогресс не стоит на месте и как когда-то обычные принтеры поселились практически в каждой квартире, так и 3D печать набирает обороты и уже стала не достоянием лабораторий, а вполне себе домашним атрибутом, который может себе позволить приобрести творческий человек для решения своих задач. В этой части статьи я затрону тему популярной модели принтера Ender 3 так, как считаю данный принтер наиболее подходящим для домашнего использования как в соотношении цена/качество, так и по габаритам. Пожалуй, начнём с основных характеристик и упаковки. Не ожидал, что коробка для поставки 3D принтера будет такой прямо скажем небольшой, всего 51 х 40 х 19 см. Вес комплекта 8.1 кг.


 Внутри упаковки мы найдём полностью собранное основание принтера с установленным столом и все необходимые компоненты для завершения сборки, и настройки. Даже про шпатель для снятия напечатанных моделей со стола не забыли.
Внутри упаковки мы найдём полностью собранное основание принтера с установленным столом и все необходимые компоненты для завершения сборки, и настройки. Даже про шпатель для снятия напечатанных моделей со стола не забыли. Помимо всех крепёжных элементов (уложены в индивидуальные подписанные пакетики) в комплект входят инструменты, которые понадобятся при сборке. CD карточка памяти, вставленная в USB картридер, на ней помимо ПО Ultimaker Cura необходимого для подготовки моделей к печати, есть полная документация на принтер, его сборку и настройку.
Помимо всех крепёжных элементов (уложены в индивидуальные подписанные пакетики) в комплект входят инструменты, которые понадобятся при сборке. CD карточка памяти, вставленная в USB картридер, на ней помимо ПО Ultimaker Cura необходимого для подготовки моделей к печати, есть полная документация на принтер, его сборку и настройку. Бумажный вариант инструкции по сборке, также присутствует в комплекте. Инструкция довольно подробная и разбита на 12 шагов. Полный архив с документацией можно скачать по этой ссылке.
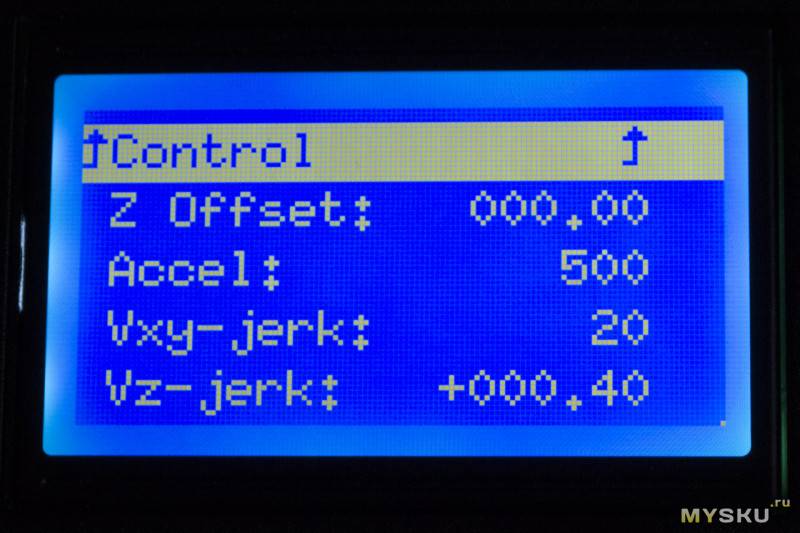
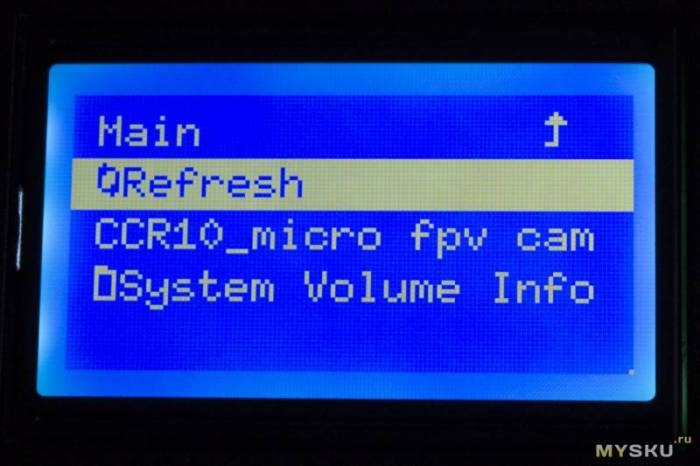
Бумажный вариант инструкции по сборке, также присутствует в комплекте. Инструкция довольно подробная и разбита на 12 шагов. Полный архив с документацией можно скачать по этой ссылке.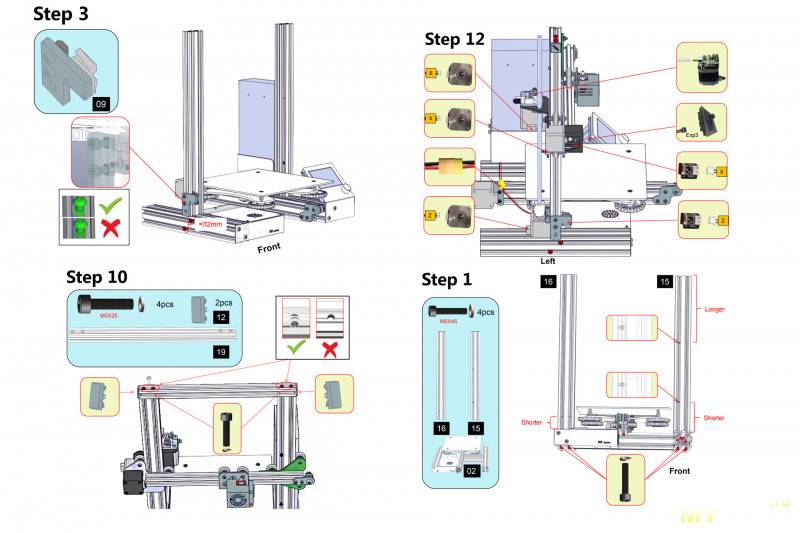 Модуль экрана с энкодером для навигации по меню принтера.
Модуль экрана с энкодером для навигации по меню принтера.


 Мотор оси Z. Собранный на едином основании экструдер и мотор оси X, включая концевик оси X. Каретка оси X типа v-slot.
Мотор оси Z. Собранный на едином основании экструдер и мотор оси X, включая концевик оси X. Каретка оси X типа v-slot. Полностью собранное из алюминиевых профилей 40х40 мм., основание принтера с установленной осью Y её мотором и концевиком. В основании принтера располагается отсек для основной управляющей платы принтера. Вся проводка уже подключена к плате и спрятана в оплётку типа «змеиная кожа». Основание, выполненное в виде буквы – H обеспечивает отличную жёсткость всей конструкции. А также на заводе изготовителе к управляющей плате подключен весь собранный узел печатающей головкой и трубка подачи пластикового прутка (филамента).
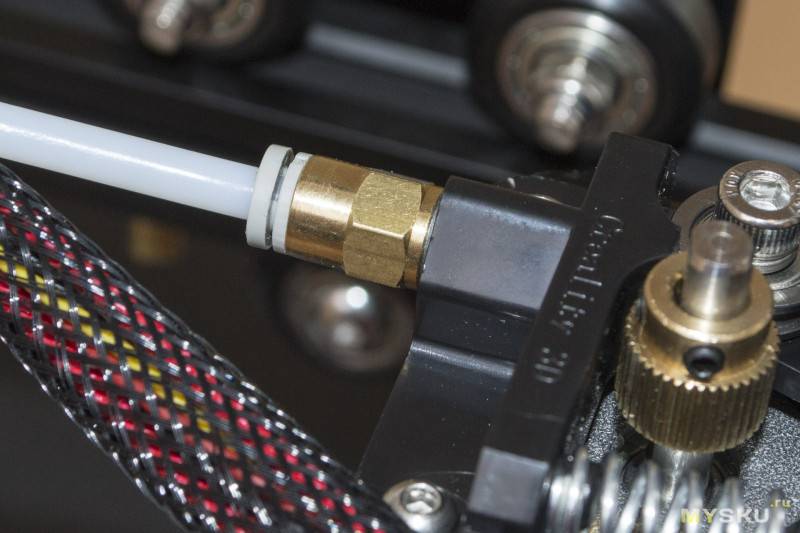
Полностью собранное из алюминиевых профилей 40х40 мм., основание принтера с установленной осью Y её мотором и концевиком. В основании принтера располагается отсек для основной управляющей платы принтера. Вся проводка уже подключена к плате и спрятана в оплётку типа «змеиная кожа». Основание, выполненное в виде буквы – H обеспечивает отличную жёсткость всей конструкции. А также на заводе изготовителе к управляющей плате подключен весь собранный узел печатающей головкой и трубка подачи пластикового прутка (филамента).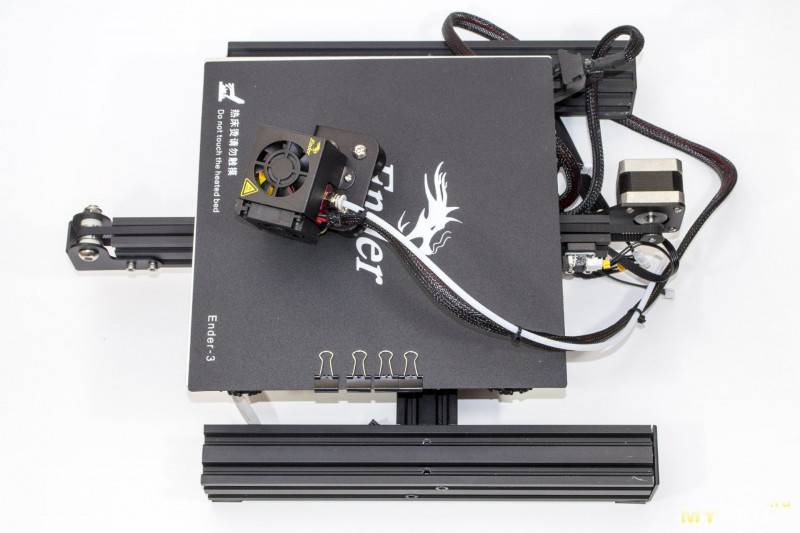
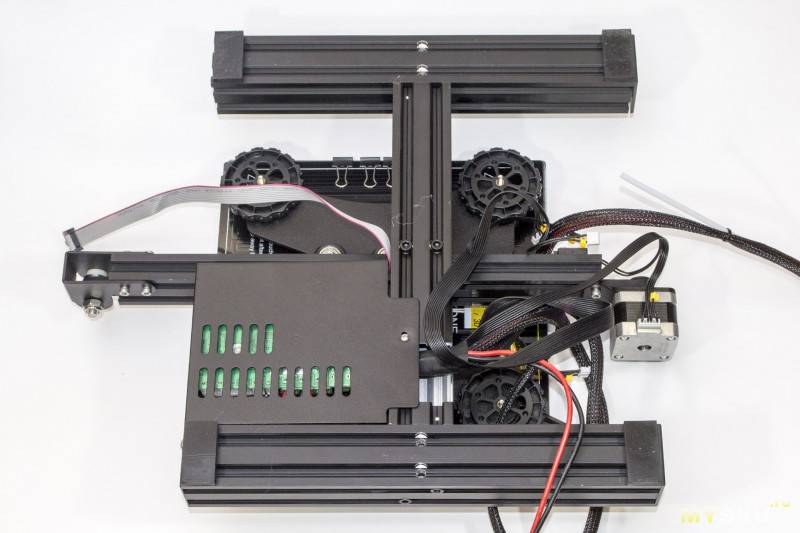
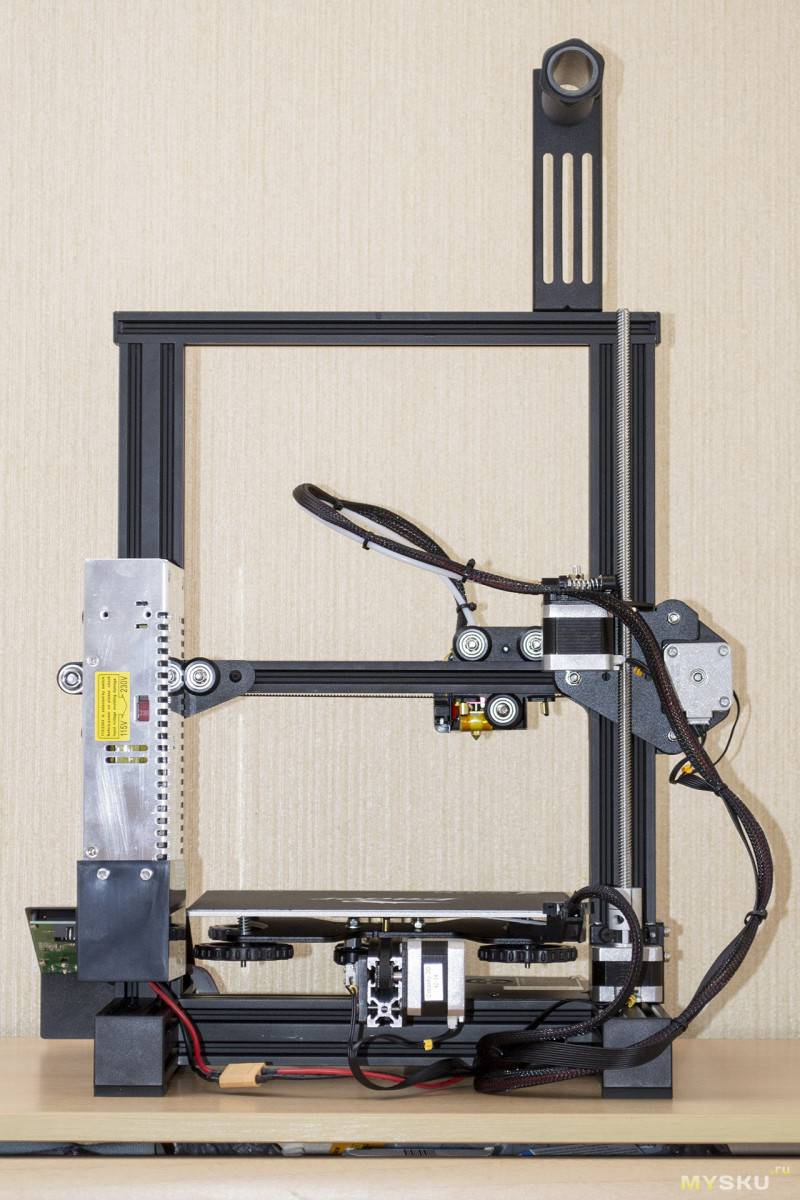
 Подогреваемый стол сделан из алюминия, имеет размеры 235х235 мм. За регулировку стола отвечают четыре подпружиненных винта. Зона печати 220х220 мм, но на практике совершенно свободно можно печатать 230х230 мм.
Подогреваемый стол сделан из алюминия, имеет размеры 235х235 мм. За регулировку стола отвечают четыре подпружиненных винта. Зона печати 220х220 мм, но на практике совершенно свободно можно печатать 230х230 мм.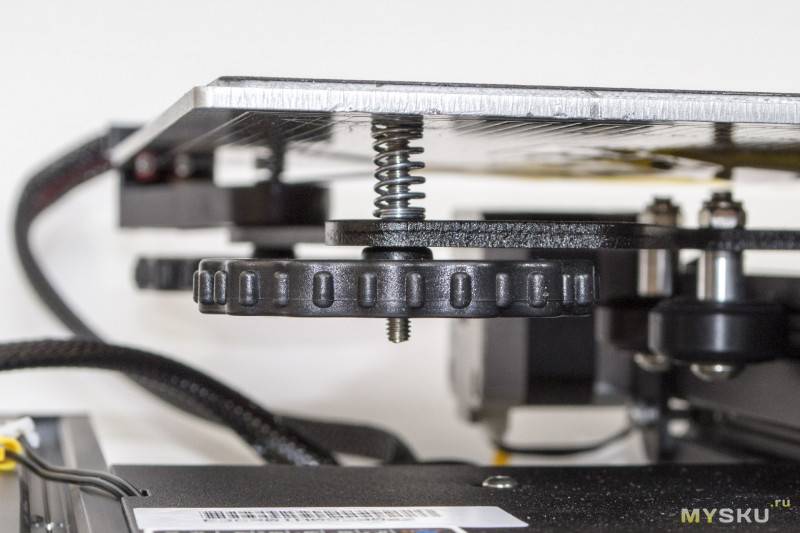 Мотор оси Y уже установлен, подключен к плате. Ремень натянут.
Мотор оси Y уже установлен, подключен к плате. Ремень натянут.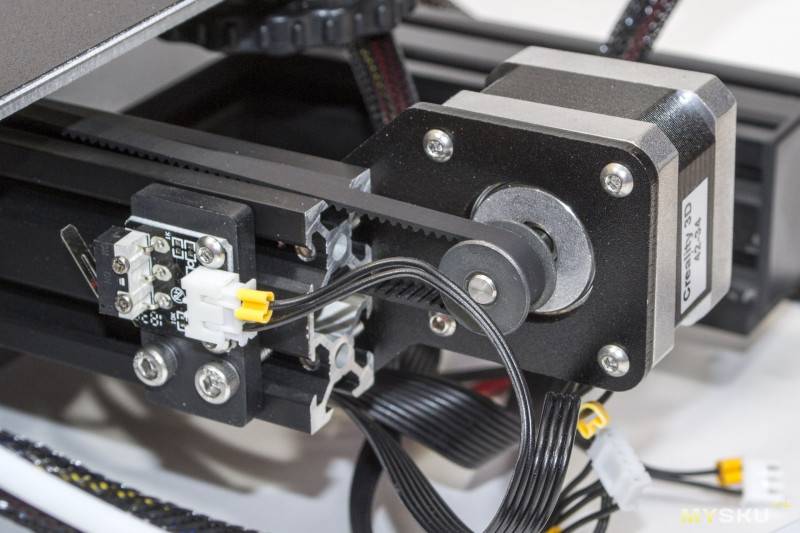 С левой стороны под небольшой крышкой скрывается плата управления.
С левой стороны под небольшой крышкой скрывается плата управления. На торце можно увидеть слот для карточек памяти типа micro SD и разъём mini USB для подключения принтера к КП.
На торце можно увидеть слот для карточек памяти типа micro SD и разъём mini USB для подключения принтера к КП.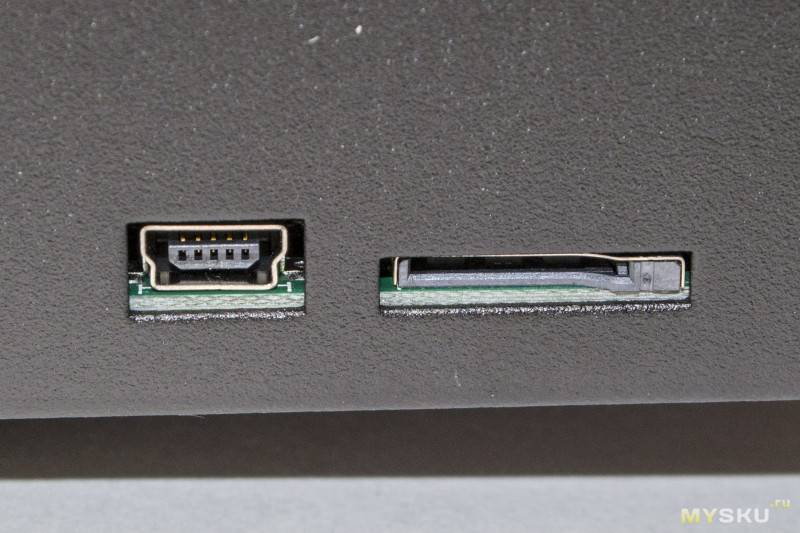 Основная плата при снятой крышке:
Основная плата при снятой крышке:
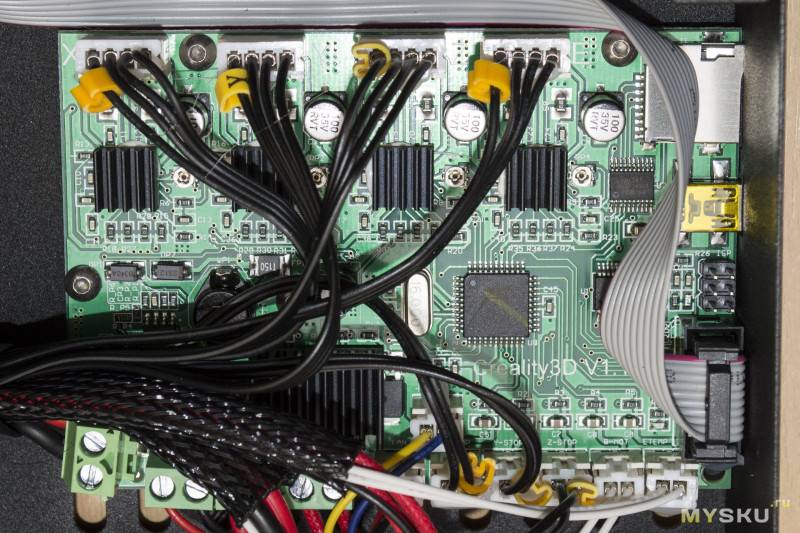
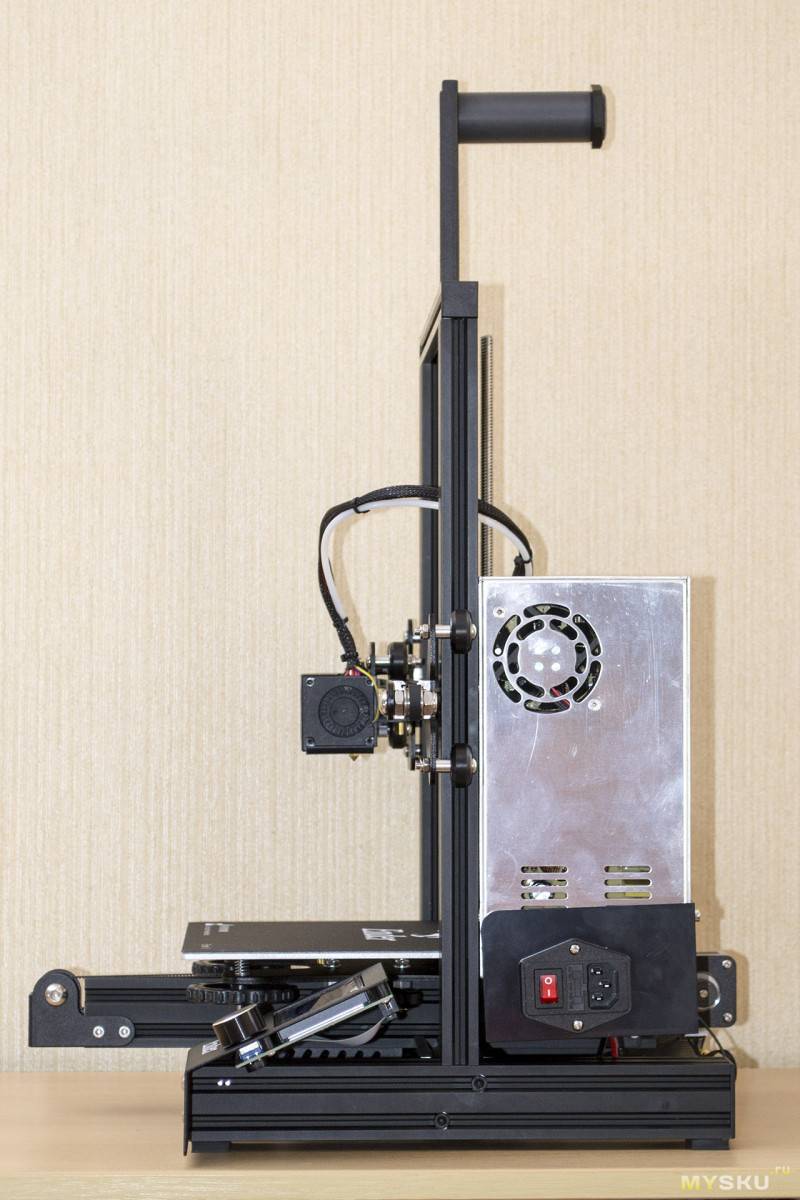
 За охлаждение платы отвечает вентилятор 40х40 с питанием 24В. Интересная особенность – вентилятор охлаждения платы подключен параллельно вентилятору, который обдувает модель. При печати некоторыми видами пластика обдув противопоказан. На мой взгляд, весьма странное схемотехническое решение, но его можно исправить, запитав охлаждение платы на постоянку от 24В или переделав охлаждение на 12В вентилятор через небольшой DC-DC преобразователь, в отсеке для управляющей платы ещё достаточно место для DIY творчества.
За охлаждение платы отвечает вентилятор 40х40 с питанием 24В. Интересная особенность – вентилятор охлаждения платы подключен параллельно вентилятору, который обдувает модель. При печати некоторыми видами пластика обдув противопоказан. На мой взгляд, весьма странное схемотехническое решение, но его можно исправить, запитав охлаждение платы на постоянку от 24В или переделав охлаждение на 12В вентилятор через небольшой DC-DC преобразователь, в отсеке для управляющей платы ещё достаточно место для DIY творчества. Узел печатающей головки, прикреплённый к каретке c роликами v-slot, уже собран, все провода аккуратно заделаны в оплётку.
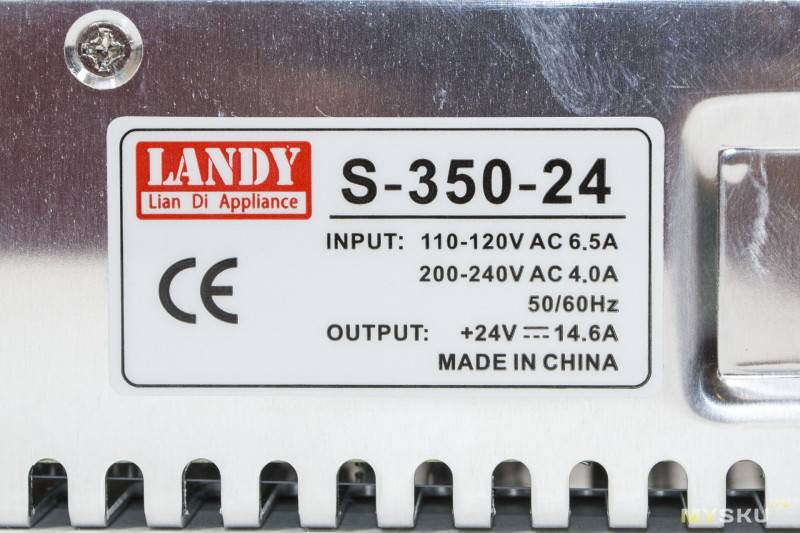
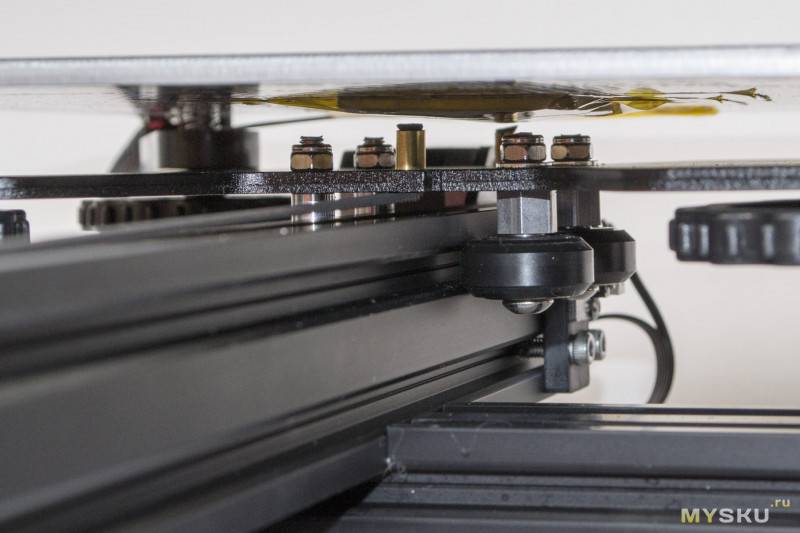
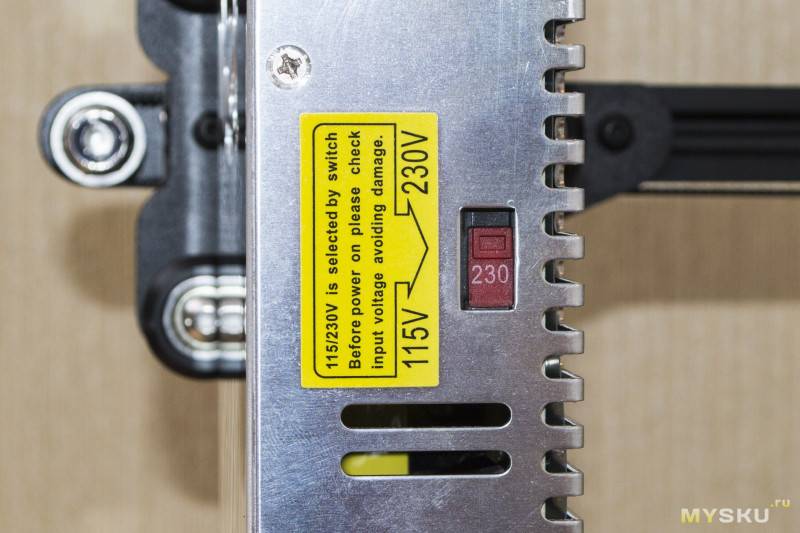
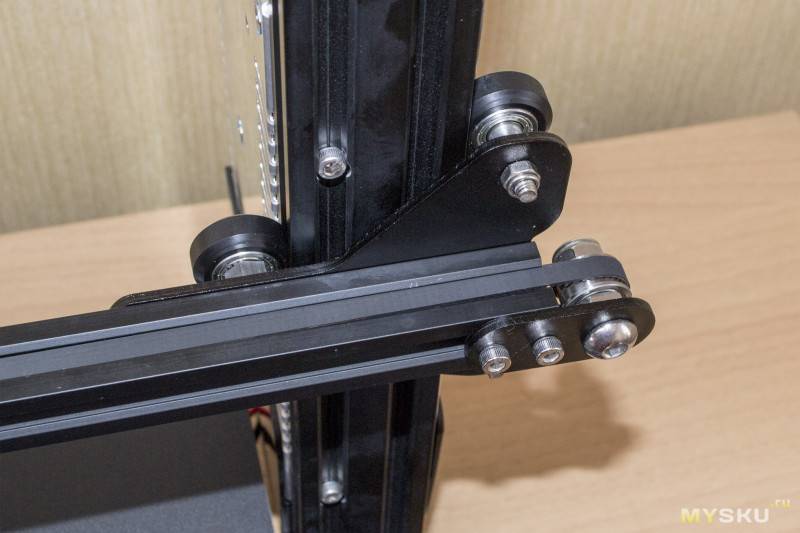
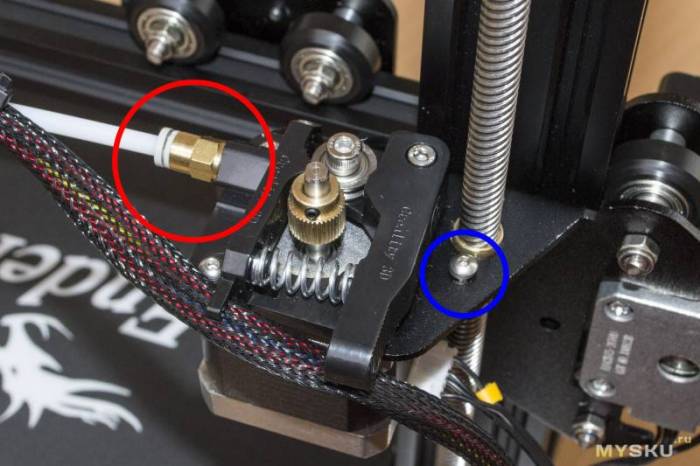
Узел печатающей головки, прикреплённый к каретке c роликами v-slot, уже собран, все провода аккуратно заделаны в оплётку. Хотенд МК8, служит для отвода тепла от термобарьера и направлению пластикового прутка в зону расплавления и печати. Стоковое сопло диаметром 0.4 мм. Запасное 0.4 мм, есть в комплекте. Вентилятор охлаждения хотенда, напротив него за металлической стенкой – вентилятор для обдува модели (зоны печати). Начнём сборку принтера. Так как стол с мотором и приводом оси Y уже собран на заводе, необходимо проверить люфт стола относительно направляющего профиля, в любом случае он будет и его необходимо устранять. Для этого демонтируем алюминиевый подогреваемый стол, открутив четыре подпружиненных регулировочных винта. Металлическое основание стола перемещается по экструзии на четырёх роликах, при этом два из них (синий контур), которые с правой стороны, еще и на эксцентриках. Для начала проверяем затяжку роликов с левой стороны (красный контур). Далее, поворачивая оси эксцентриков (синий контур) необходимо выбрать люфты на оси Y, делать это надо аккуратно. Прижим ролика не должен провоцировать люфт относительно профиля и должен быть на грани скольжения по направляющей, если прокрутить его пальцами. Чрезмерный прижим роликов увеличит нагрузку на мотор и подшипники в роликах. При небольшом наклоне, основание стола должно свободно перемещаться по направляющей под собственным весом даже с надетым и натянутым ремнём. После того как нужный эффект достигнут, нужно зафиксировать положение эксцентриков просто затянуть самоконтрящиеся гайки. Весь необходимый комплект инструментов есть в комплекте поставки. Устанавливаем вертикальные направляющие (профиль 40х20 мм.). Тут вроде проблем возникнуть не должно. Внимательно смотрите инструкцию и не перепутайте их местами и положением, иначе потом крепёжные отверстия просто не совпадут. Устанавливаем концевик оси Z. В инструкции указано, что расстояние от торца профили до концевика, должно быть 32 мм. Вот так делать не надо, иначе при первом включении головка упрётся в стол, и хорошо, если ничего не погнёт или поломает. Если не планируете использовать стоковое пластиковое адгезивное покрытие, устанавливайте концевик на расстоянии 36 мм. Если планируете сразу установить на стол стекло – 38-39 мм (в зависимости от толщины стекла 3-4 мм). Монтируем блок питания на 24В. Единственное на что надо обратить внимание, это в каком положении находится переключатель входного переменного напряжения 115В/230В.
Хотенд МК8, служит для отвода тепла от термобарьера и направлению пластикового прутка в зону расплавления и печати. Стоковое сопло диаметром 0.4 мм. Запасное 0.4 мм, есть в комплекте. Вентилятор охлаждения хотенда, напротив него за металлической стенкой – вентилятор для обдува модели (зоны печати). Начнём сборку принтера. Так как стол с мотором и приводом оси Y уже собран на заводе, необходимо проверить люфт стола относительно направляющего профиля, в любом случае он будет и его необходимо устранять. Для этого демонтируем алюминиевый подогреваемый стол, открутив четыре подпружиненных регулировочных винта. Металлическое основание стола перемещается по экструзии на четырёх роликах, при этом два из них (синий контур), которые с правой стороны, еще и на эксцентриках. Для начала проверяем затяжку роликов с левой стороны (красный контур). Далее, поворачивая оси эксцентриков (синий контур) необходимо выбрать люфты на оси Y, делать это надо аккуратно. Прижим ролика не должен провоцировать люфт относительно профиля и должен быть на грани скольжения по направляющей, если прокрутить его пальцами. Чрезмерный прижим роликов увеличит нагрузку на мотор и подшипники в роликах. При небольшом наклоне, основание стола должно свободно перемещаться по направляющей под собственным весом даже с надетым и натянутым ремнём. После того как нужный эффект достигнут, нужно зафиксировать положение эксцентриков просто затянуть самоконтрящиеся гайки. Весь необходимый комплект инструментов есть в комплекте поставки. Устанавливаем вертикальные направляющие (профиль 40х20 мм.). Тут вроде проблем возникнуть не должно. Внимательно смотрите инструкцию и не перепутайте их местами и положением, иначе потом крепёжные отверстия просто не совпадут. Устанавливаем концевик оси Z. В инструкции указано, что расстояние от торца профили до концевика, должно быть 32 мм. Вот так делать не надо, иначе при первом включении головка упрётся в стол, и хорошо, если ничего не погнёт или поломает. Если не планируете использовать стоковое пластиковое адгезивное покрытие, устанавливайте концевик на расстоянии 36 мм. Если планируете сразу установить на стол стекло – 38-39 мм (в зависимости от толщины стекла 3-4 мм). Монтируем блок питания на 24В. Единственное на что надо обратить внимание, это в каком положении находится переключатель входного переменного напряжения 115В/230В.















Ender 3 Pro поставляется в частично собранном виде. Основание принтера, содержащее печатную платформу и регулятор оси Y (назад и вперед), а также большую часть проводки, уже собраны перед отправкой с завода. Чтобы закончить сборку принтера, потребуется соединить оставшиеся детали с основанием, используя менее 2 дюжин болтов, а затем подключить несколько проводов к различным двигателям.
В инструкциях, прилагаемых к принтеру, нет слов, только картинки. К счастью, несколько десятилетий сборки комплектов Lego помогли мне понять, что нужно сделать.
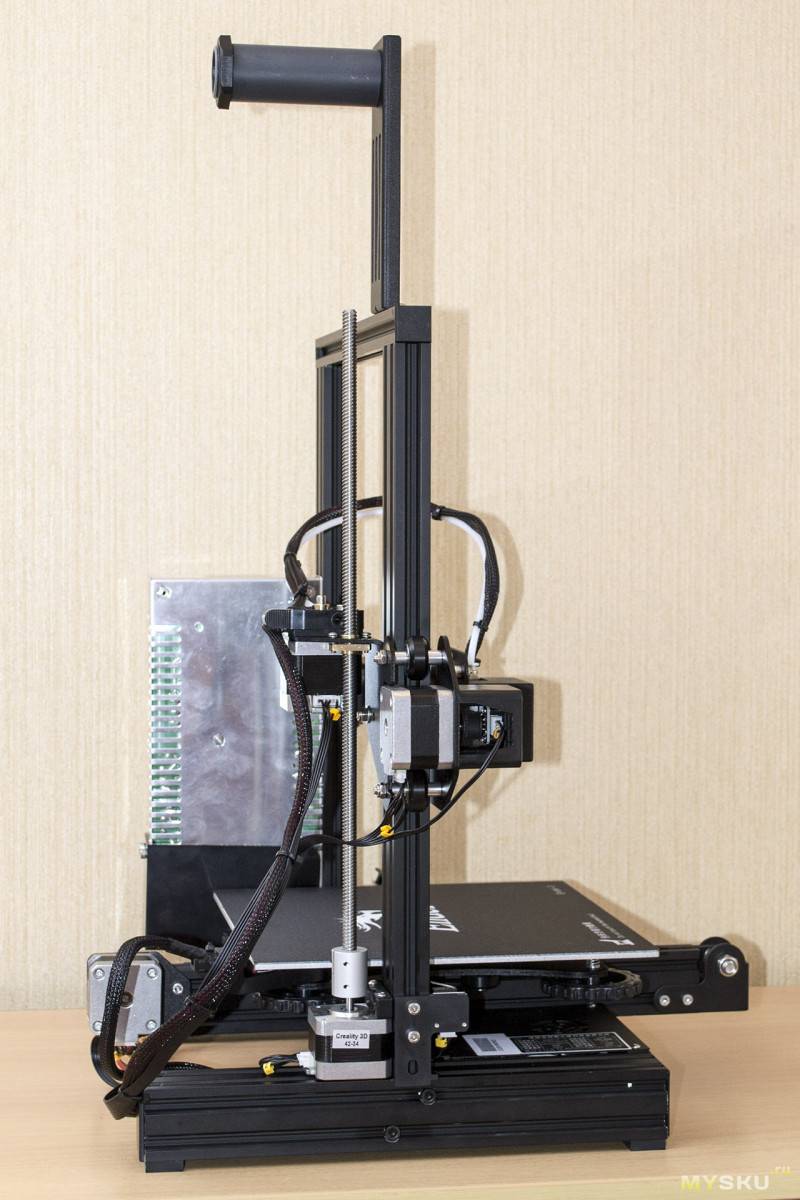
После того, как вы распакуете все, вам нужно прикрепить стойки к основанию. Затем вы подключаете портальную руку к стойкам. Портал будет управлять движением оси X (влево и вправо) и Z (вверх и вниз). После этого у вас есть только несколько болтов для затяжки и пара проводов для подключения, и ваш принтер готов начать печать.
Извините, что я не сфотографировал процесс сборки, но этот процесс прост, и изображения в руководстве по эксплуатации легко понять.
Я буду ссылаться на кучу различных файлов 3D-печати, которые я нашел в Thingiverse. Я не имею отношения ни к одному из этих авторов (кроме себя, лол), я просто предоставляю доступ к файлам, которые я использовал для настройки своего принтера. Если вы хотите использовать разные тестовые отпечатки, не стесняйтесь смотреть по сторонам, есть много вариантов.
** редактировать ** добавлен кривошип оси Z 2/11/2019
Расходные материалы:
Шаг 1: Выравнивание кровати
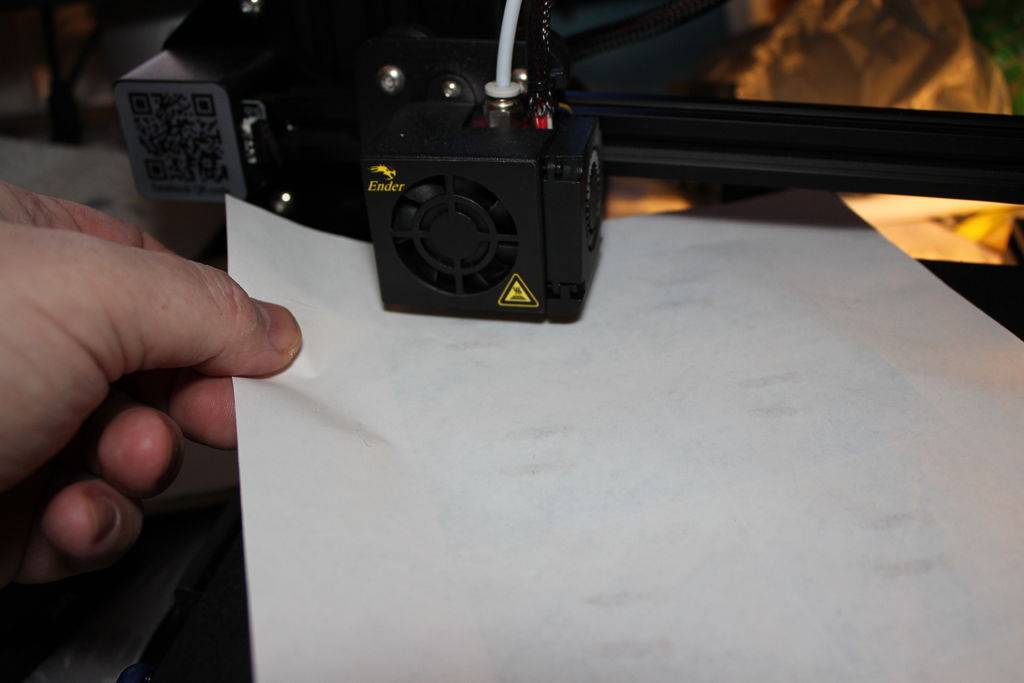
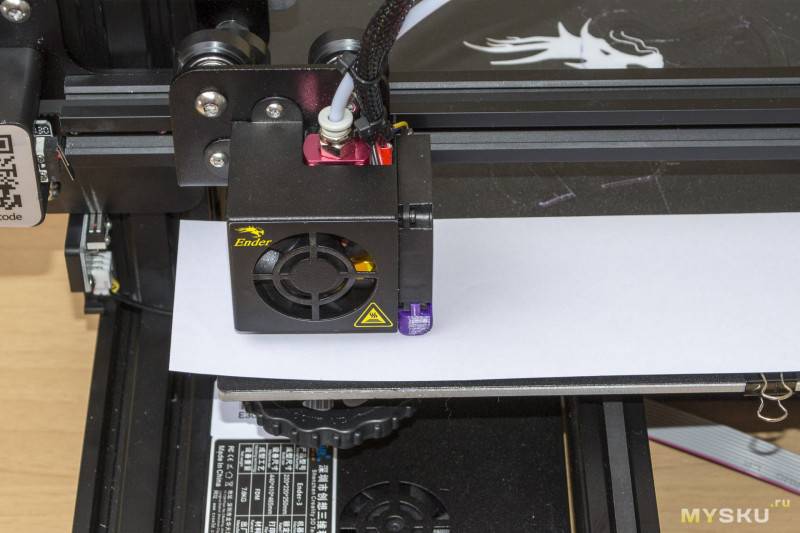
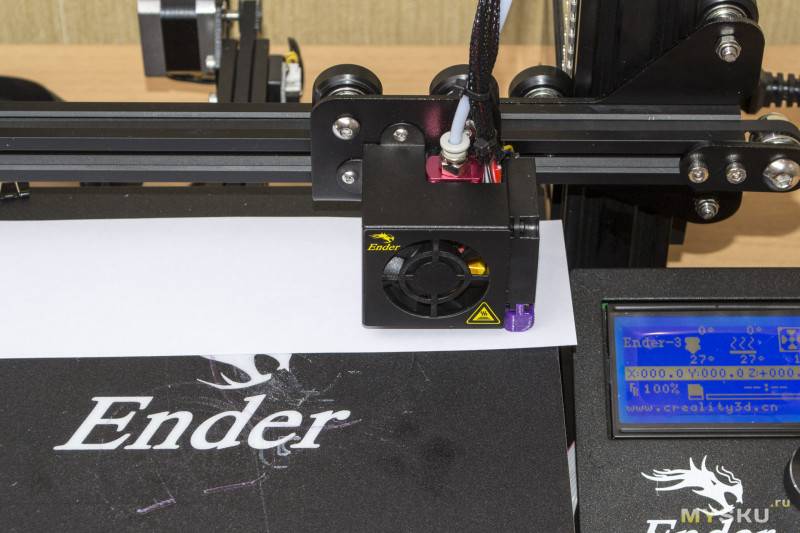
После того, как принтер собран, следующий важный шаг — убедиться, что кровать выровнена относительно печатающей головки.
 Настройки CURA.Программы для подготовки 3д печати.
Настройки CURA.Программы для подготовки 3д печати.Есть 4 ручки, по одной на каждом углу кровати, которые будут поднимать и опускать этот угол. Поворот ручки влево поднимает кровать к носику печати, а поворот вправо опускает кровать.
Чтобы правильно расположить кровать вдали от сопла, необходимо, чтобы они были достаточно близко друг к другу, чтобы при попытке перемещения бумаги между листом и соплом оставалось небольшое количество трения.
Слишком далеко, и вы не получите надлежащую адгезию слоя.
Слишком близко друг к другу, и ваша форсунка врежется в ваш отпечаток и разрушит его.
Тест уровня кровати, который я использую:
http://www.thingiverse.com/thing:2987803
Это простой тест, который печатает 3 прохода по периметру кровати, а затем печатает заполненный круг в каждом из углов, а также в центре кровати.
Это быстрый тест, который занимает всего несколько минут.
два файла, которые мне нравятся:
 Тонкие настройки 3D принтера, настройка потока и экструдера
Тонкие настройки 3D принтера, настройка потока и экструдераEnder3_Bed_Leveling.gcode
«Наклейте GCODE на SD-карту и подготовьте лист бумаги. GCODE остановится на каждом углу, делая паузу, чтобы вы могли регулировать ручки выравнивания. Нажмите кнопку на принтере после проверки каждого угла (принтер говорит что-то вроде» в ожидании пользователя «), чтобы перейти к следующему углу. После двухкратной остановки на каждом углу будет напечатано несколько юбок вокруг кровати (вы можете продолжить регулировать высоту по мере необходимости, как печать юбок), затем диск в каждом углу и диск посередине, чтобы проверить адгезию. «
Ender3_Level_Test_v2.gcode
«Просто печатает тестовый шаблон без выравнивания, чтобы вы могли проверить, не сдвинулась ли ваша кровать»
Шаг 2: Youtube видео — ваш друг
Буквально тысячи видео доступны на YouTube о 3D-печати. Я посмотрел много разных видео, чтобы узнать о принтере, который я получил, и о том, как его настроить, чтобы получить наилучшие результаты.
Одним из лучших каналов YouTube, который я нашел, была Teaching Tech. Майкл отлично объясняет каждый тест и то, как внесение изменений в принтер повлияет на результаты печати.
опять же .. нет принадлежности .. он просто хорошо поработал, поделившись своими знаниями.
Шаг 3: * MICRO * Все в одном тесте 3D-принтера

http://www.thingiverse.com/thing:2975429
 Обзор и основные функции слайсера Cura 2. Часть 2
Обзор и основные функции слайсера Cura 2. Часть 2Этот тест содержит:
тест на свес — Эти две руки изгибаются вверх и над отпечатком. Руки печатаются при увеличении углов наклона от 10 до 80 градусов. Если вы внимательно посмотрите на изображение задней стороны руки, то увидите, что только после 60 градусов отпечаток начинает становиться рваным (да, это технический термин, смеется), поэтому я знаю, что если мой угол больше чем 60-градусный вылет, мне нужно будет включить опоры в печать, чтобы убедиться, что я получаю печать хорошего качества
мостовой тест — Это мосты различной длины (4–22 мм) в центре отпечатка между двумя испытаниями с выступом. Это обеспечит правильную настройку температуры экструзии, чтобы вы могли перекрывать расстояния сортировки без поддержки, без провисания или расслоения слоев.
тест на натяжение -Это столбы на правой стороне отпечатка, сразу за тестом на правый свес. Нанизывание происходит, когда в экструдере слишком много давления и расплавленный пластик вытекает во время движения в свободном пространстве. Есть 3 основных значения, которые вы собираетесь отрегулировать для удаления нити: втягивание, температура и скорость движения.
тест на острый угол -Это пирамиды за тестом. Это проверяет способность делать четкие чистые углы и конусы.
тест на толерантность — Это раздел за тестом свесов на левой стороне отпечатка. Это проверяет способность делать тонкие линии и бороздки.
и шкала испытаний (диаметр испытания) — Это круги в центре задней части отпечатка. Проверяет точность шкалы окружностей (указаны внешние и внутренние диаметры каждого круга).
Шаг 4: Тепловая башня
http://www.thingiverse.com/thing:2223651
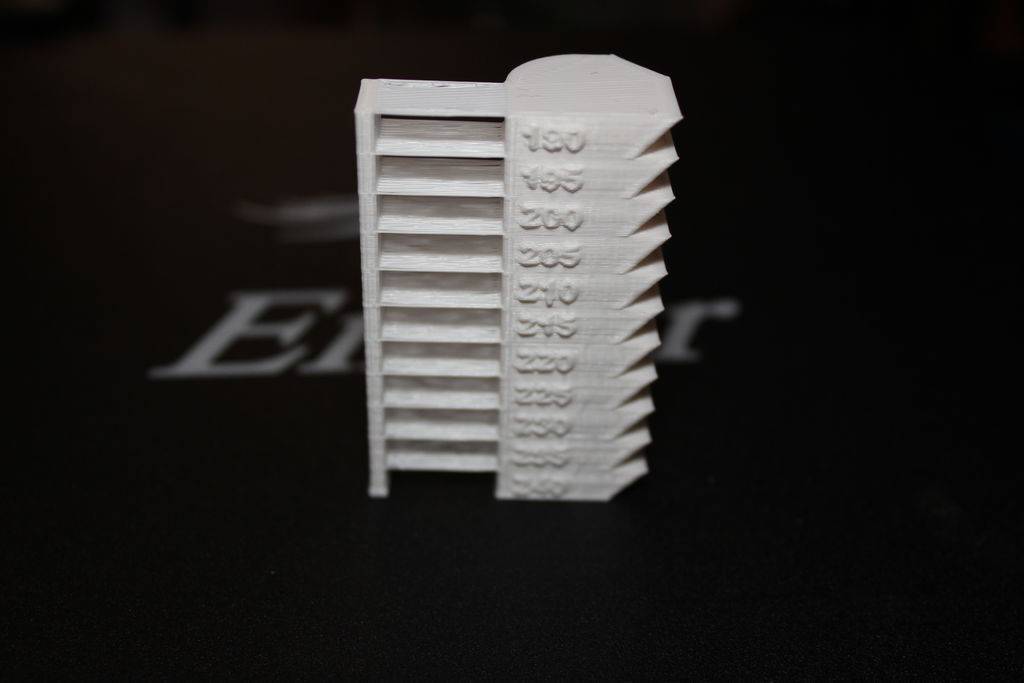
Это проверка качества печати при разных температурах. Каждые 5 мм температура экструзии снижается на 5 градусов Цельсия, начиная с 240 градусов и снижаясь до 190 градусов.
PLA, кажется, очень прощающий материал, и мои тесты при различных температурах были очень похожи, никаких заметных изменений в соединении или качестве деталей между различными температурными слоями.
Вторая фотография на этом шаге — явный сбой при использовании нити PETG, полученной с поста Тепловой башни на Thingiverse. Вы можете отчетливо видеть, как качество печати резко снижается на каждом шаге по мере удаления от температуры экструзии 240 градусов.
Шаг 5: Базовый тест ретракции
http://www.thingiverse.com/thing:2563909
Этот тест является еще одним тестом постепенного изменения. Это проверит втягивание сопла, чтобы предотвратить натяжение. Испытание начинается с втягивания 0 мм, и каждые 5 мм оно увеличивает втягивание сопла на 2 мм. Как вы можете видеть, в моем тесте было много струн на уровнях 0 мм и 2 мм, но как только настройка была изменена на втягивание 4 мм, больше не происходило натяжение струн, поэтому я смог сменить настройку по умолчанию с 8 мм на 4 мм.
Шаг 6: Тест скорости

Я не уверен, откуда этот файл появился изначально. Отдельного поста для него нет на Thingiverse. Я нашел его в посте Teaching Tech на Thingiverse «Ender 3 файлы калибровки».
http://www.thingiverse.com/thing:3071464
На вкладке «Файлы» он помечен как «Teaching_Tech_Speed_Test.stl».
Это еще один постепенно увеличивающийся тестовый отпечаток. На этот раз вы увеличиваете скорость, с которой движется печатающая головка, чтобы увидеть, не ухудшается ли качество слоев.
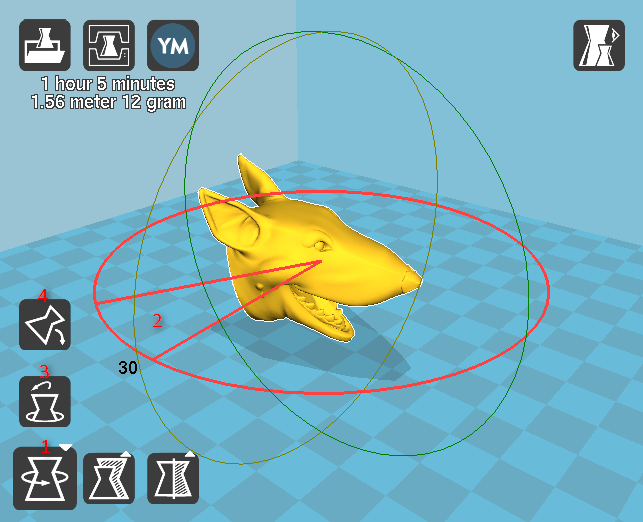
Печать начинается с 50 мм / с и увеличивается с шагом 10 мм / с каждые 5 мм, поэтому итоговая печать имеет высоту 30 мм, а последние 5 мм печатаются со скоростью 100 мм / с.
Это позволит вам оценить, сможете ли вы ускорить работу принтера, чтобы быстрее завершить печать.
У меня были ровные слои, поэтому я мог печатать со скоростью 100 мм / с, но на данный момент у меня установлено значение по умолчанию 80 мм / с.
Шаг 7: Теперь, когда ваш принтер набран …
Настало время напечатать несколько аксессуаров, чтобы улучшить качество печати.
Шаг 8: Руководство по нитям

http://www.thingiverse.com/thing:2917932
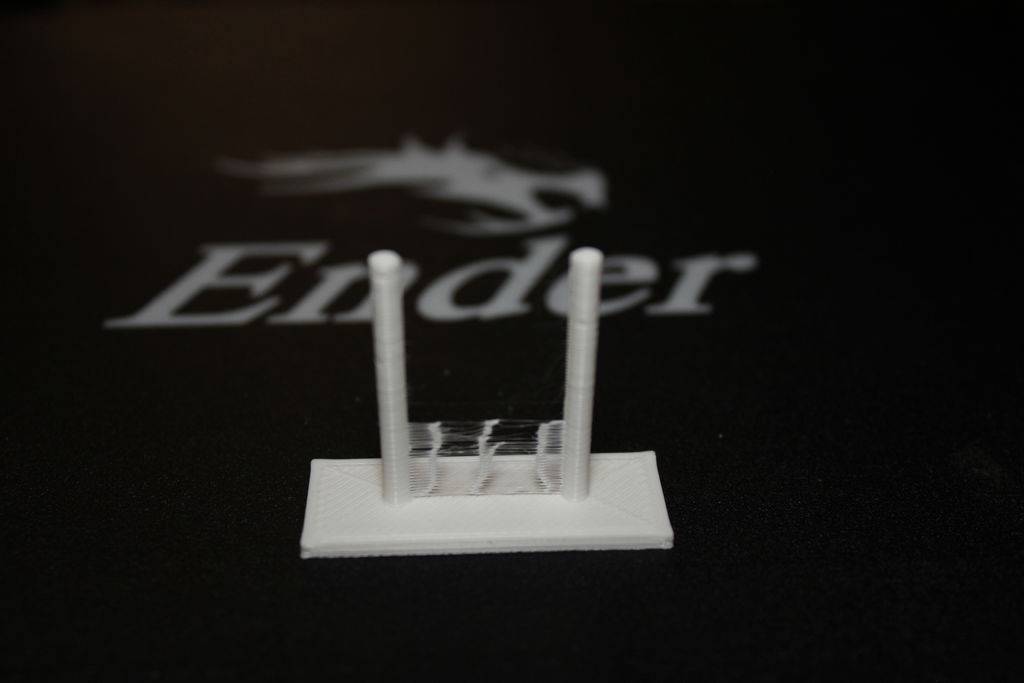
Это двухкомпонентный отпечаток, собственно направляющая нити и монтажный кронштейн, который будет вставлен прямо в конец алюминиевой верхней планки принтера.
Цель данного руководства — вытянуть нить за конец корпуса принтера так, чтобы в ней находился постепенный изгиб, а не острый угол, где она входит в устройство подачи нити. Это поможет избежать изгиба и возможного разрушения нити.
Шаг 9: наденьте направляющую Z-винта
http://www.thingiverse.com/thing:2929770
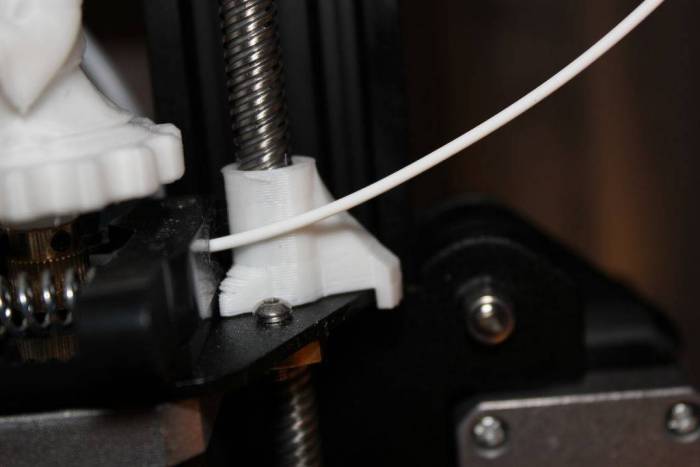
Это защитная гильза, которая надевается на винт перемещения по оси Z и удерживает нить от соприкосновения с винтом при подаче в принтер. Это позволяет избежать попадания на нить следов смазки от прикосновения к винту.
Я выбрал именно это руководство, потому что оно скользит по винту и крепко сидит на месте. Нет необходимости снимать какие-либо болты, чтобы установить это руководство на место.
Шаг 10: кривошип оси Z

http://www.thingiverse.com/thing:3421795
В жизни каждого 3D-принтера наступает момент, когда им нужно убрать гентри с пути. Оси X и Y очень легко перемещаются, когда вы отключаете шагеры в меню, но ось Z требует вращения стержня с резьбой по часовой стрелке, чтобы поднять гентри.
Поворачивать стержень рукой очень неудобно, поскольку он находится непосредственно за левой вертикальной опорой принтера. Самое простое решение — это иметь способ поворачивать шток сверху.
Шаг 11: Держатель скребка Ender 3

http://www.thingiverse.com/thing:3393782
Это простой держатель скребка, изготовленный с использованием деталей из нескольких других постов, чтобы его можно было переместить в нужное мне место.
Таким образом, ваш скребок убирается с дороги, пока он вам не понадобится. Когда вам это нужно, вы точно знаете, где это.
Шаг 12: Ender 3 Pro Проволочные зажимы
http://www.thingiverse.com/thing:3378694
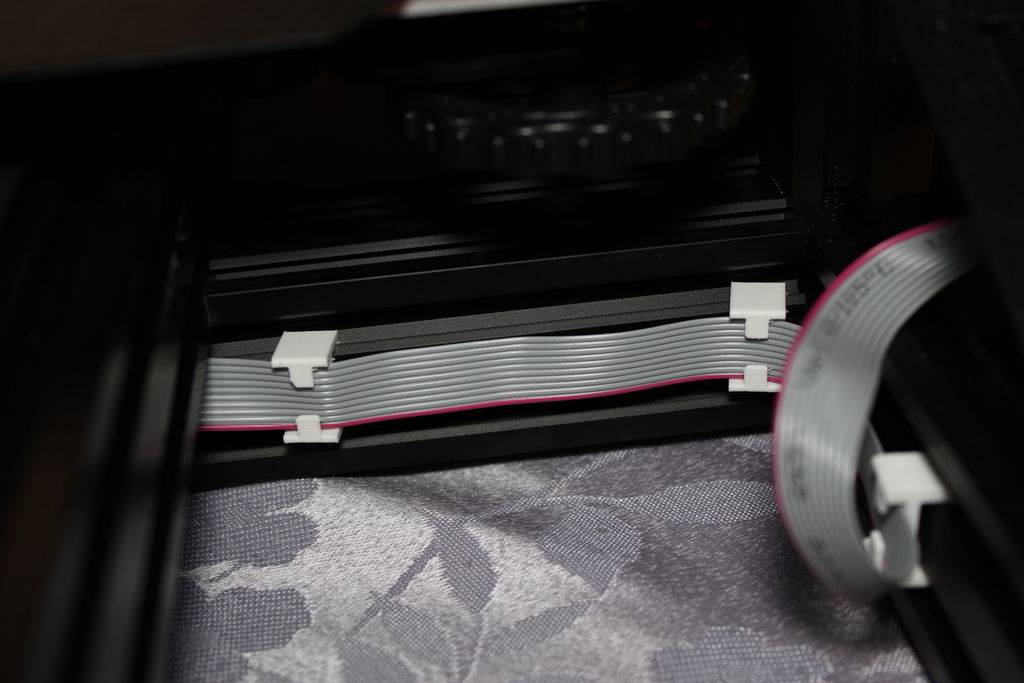
«Эти зажимы предназначены для прикрепления ленточного кабеля и проводов электропитания к раме Ender 3. Намерение состоит в том, чтобы прикрепить провода к задней части зажимов, что обеспечивает доступ к проводам».
Зажим прикрепите к раме с одной стороны и удерживайте провода на месте с другой стороны.
один набор зажимов предназначен для удержания ленточного кабеля в передней части основания, а другой — для размещения красного и черного проводов питания в задней части основания.
Принтер будет работать без сбоев, если эти кабели не будут прикреплены к раме, я просто думаю, что все выглядит более аккуратно.
Шаг 13: Эндер 3 Кабельная цепь
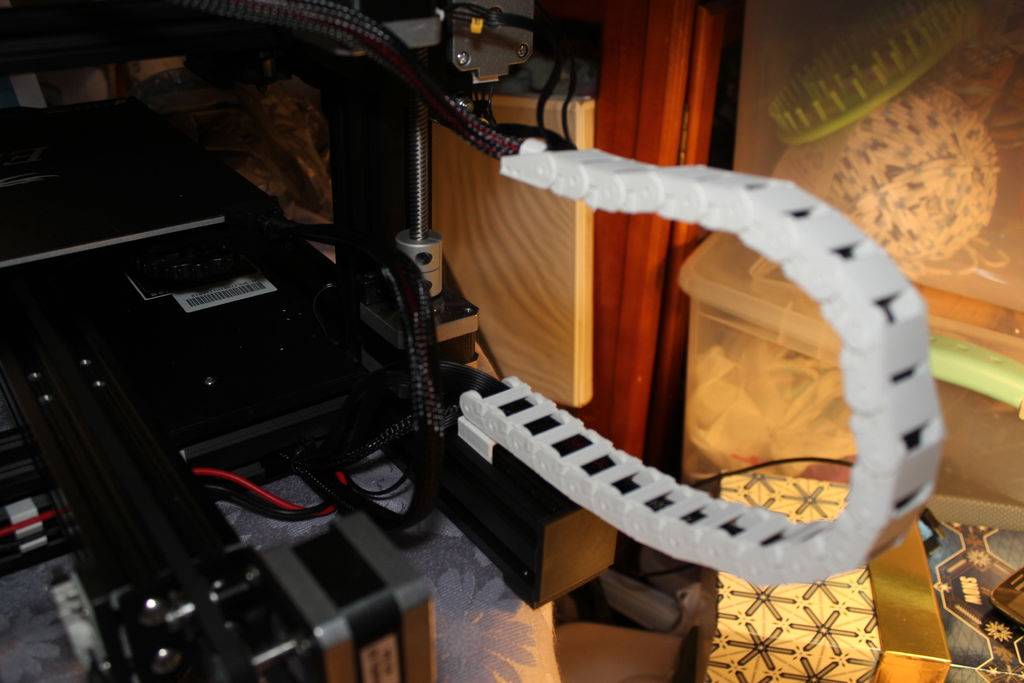
http://www.thingiverse.com/thing:2920060
Этот пост имеет монтажные кронштейны для проводки кровати и портальной проводки.
Так как Ender 3 pro имеет проводку кровати в сетчатой втулке, я надеваю цепь только на портальную проводку.
В какой-то момент я могу напечатать больше звеньев цепи и накрыть проводку кровати тоже для эстетики, но сейчас я доволен только козловыми проводами, содержащимися в цепи.
Шаг 14: Делай, это не …

Ender 3 Yoda Ручка экструдера
http://www.thingiverse.com/thing:3141160
Ваша ручка экструдера позволяет вам вручную перемещать нить вперед и назад между устройством подачи и печатающей головкой. И если у вас все равно будет ручка экструдера, почему бы не украсить ее добавлением Мастера Йоды.
Шаг 15: … намного лучше

Несколько слоев краски и прозрачного слоя, и Мастер Йода выглядит намного больше, чем он сам 🙂
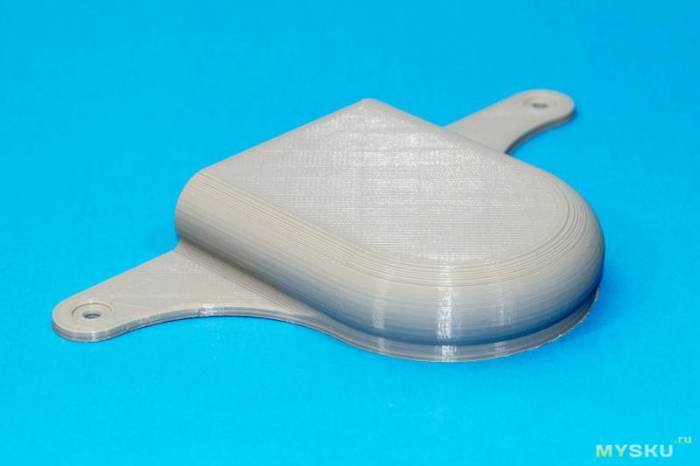
Шаг 16: Держатель суппорта Ender 3

http://www.thingiverse.com/thing:3318538
Как и держатель скребка, это не является абсолютной необходимостью, но приятно иметь под рукой инструмент, когда он вам нужен, и надежно хранить, когда вы этого не делаете.
Я удивлен тем, как часто я пользуюсь штангенциркулем не только для того, чтобы проверить, что напечатанные материалы находятся в правильном измерении, но и для создания новых отпечатков, когда я не могу найти то, что я ищу в Интернете.
Быстросъемная пластина штатива — http://www.thingiverse.com/thing:3392947
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
Скачать

Настройки для 3D принтера Mendel90 и подобных
Первый запуск Cura
Выбираем свой 3D принтер
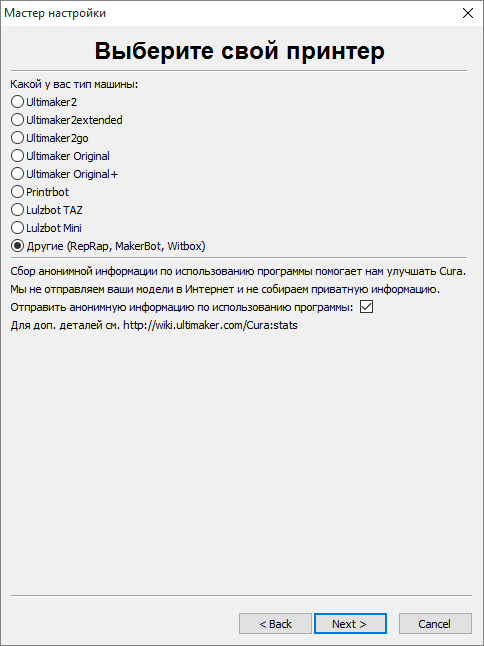
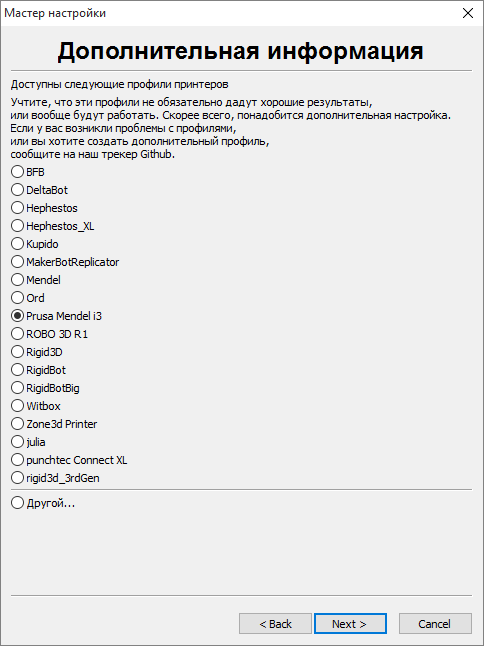
Устанавливаем габариты области печати
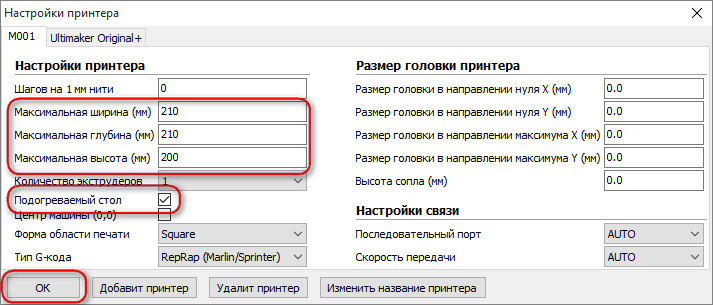
Настройка параметров печати
Вкладка «Основные» настройки
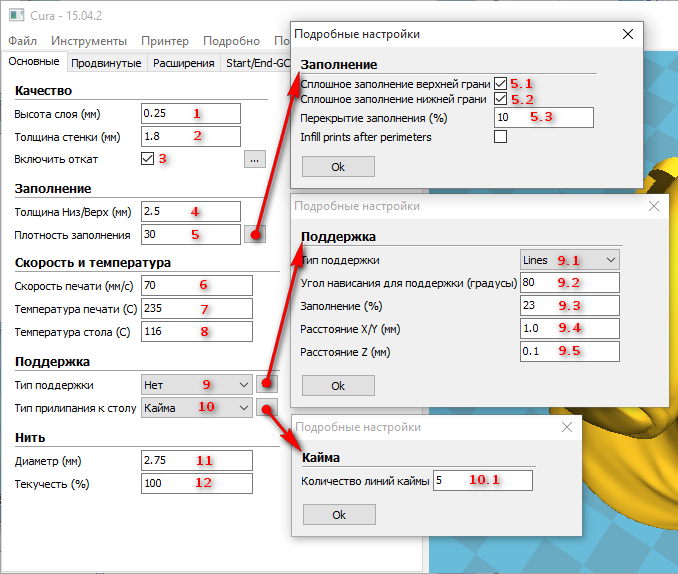
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
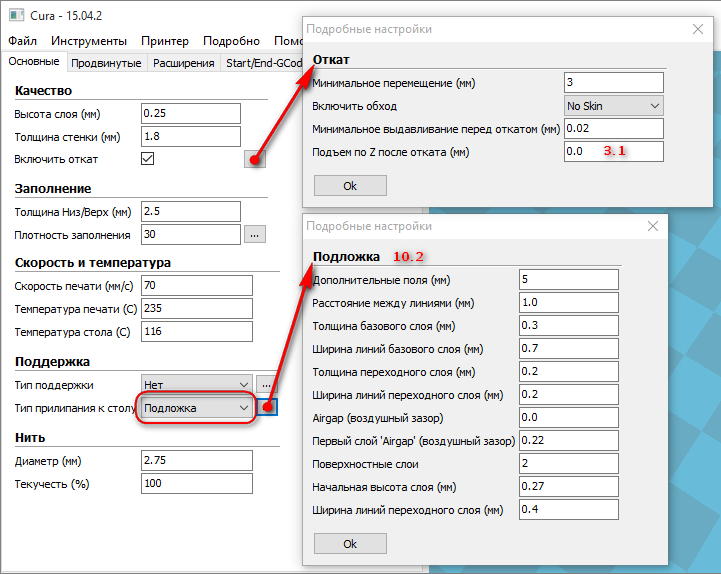
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
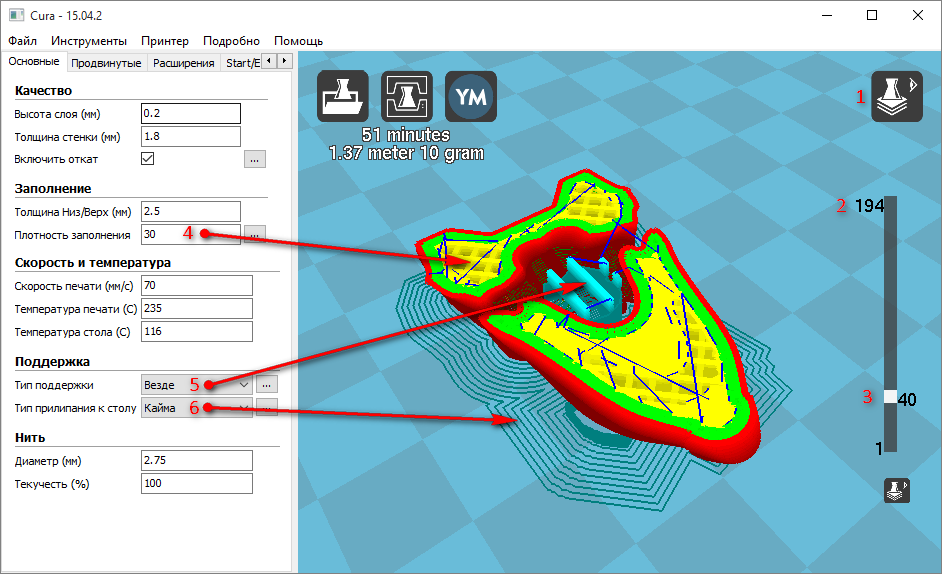
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
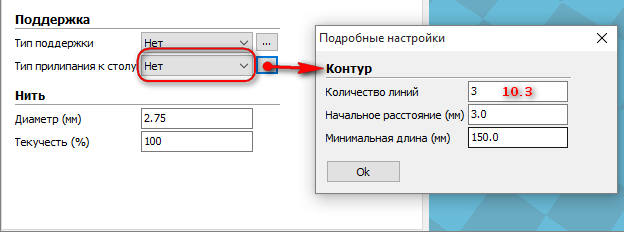
10 – Тип усиления адгезии (прилипания) к столу:
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
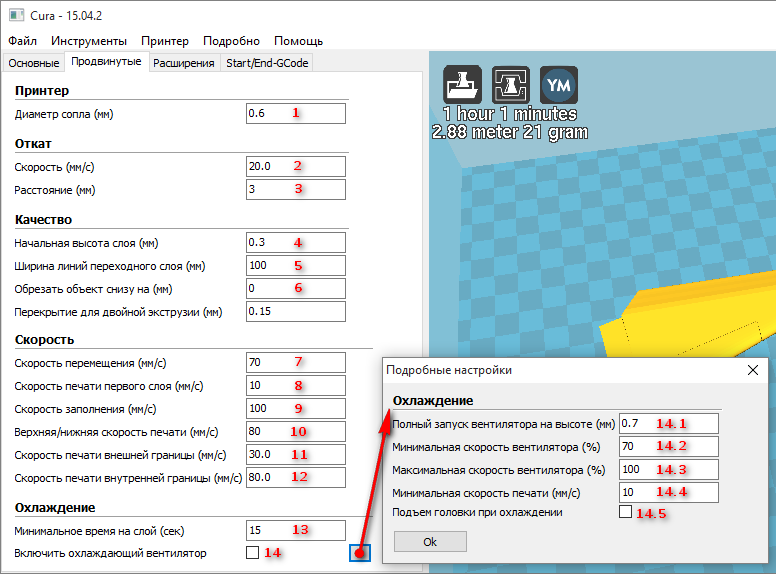
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек
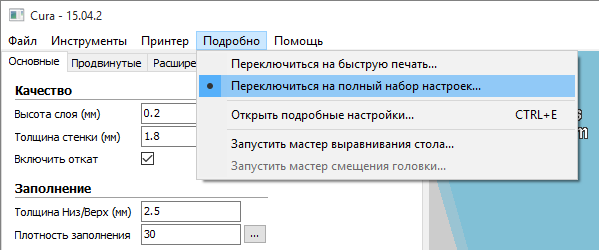
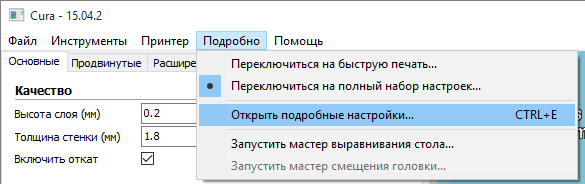
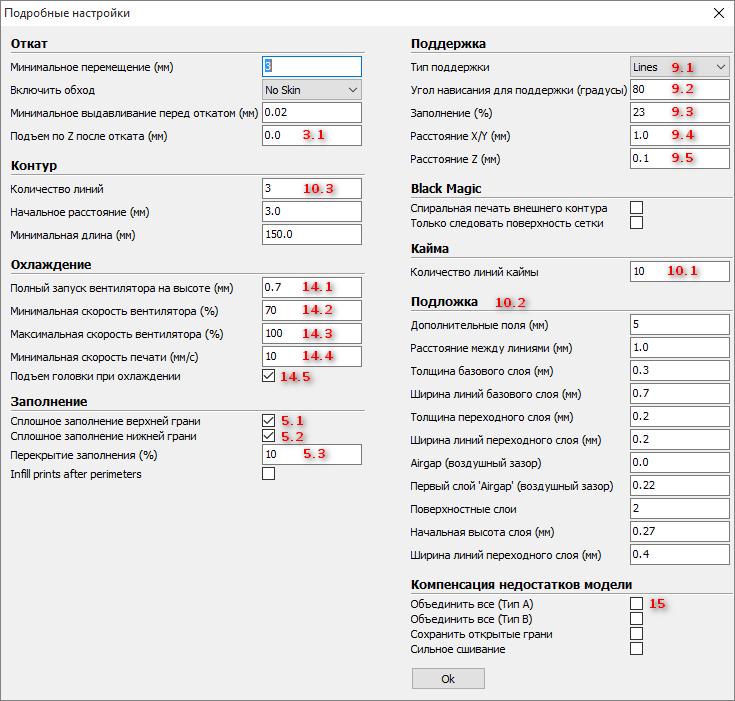
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
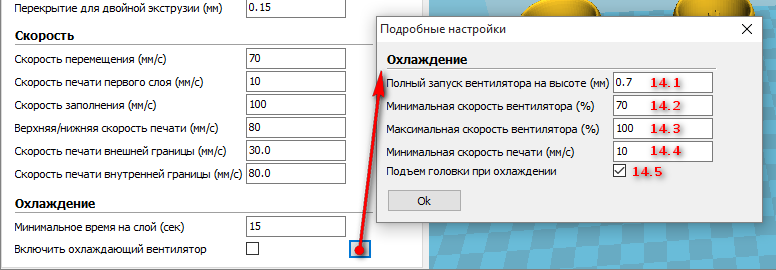
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки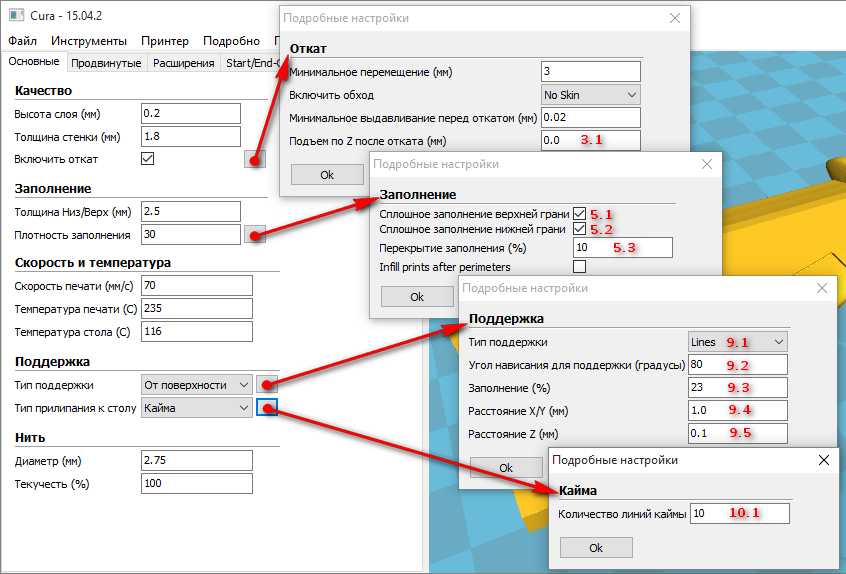
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
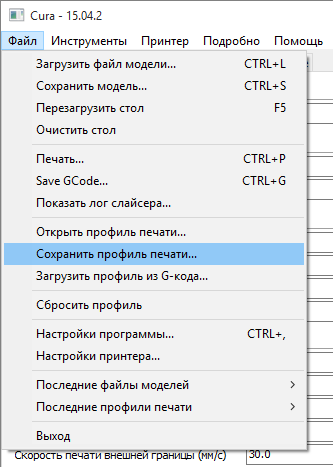
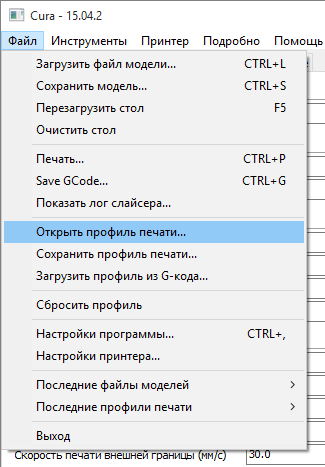
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола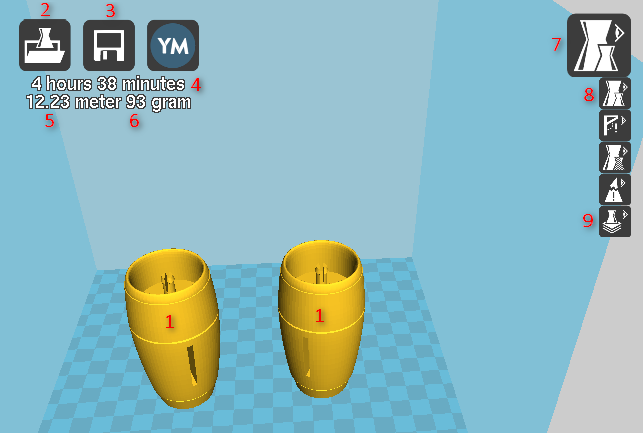
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
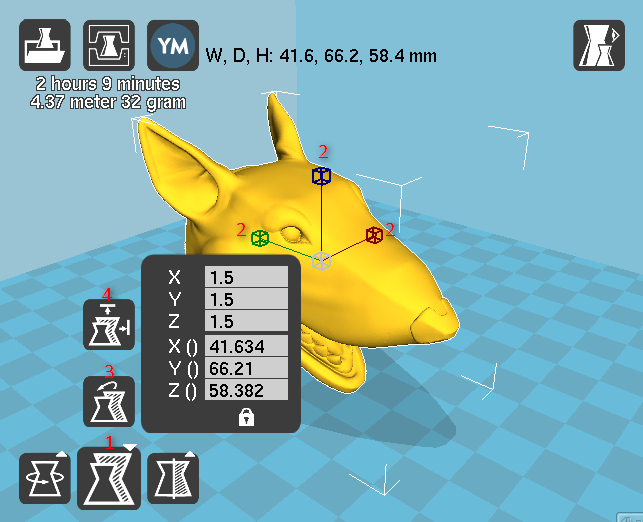
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
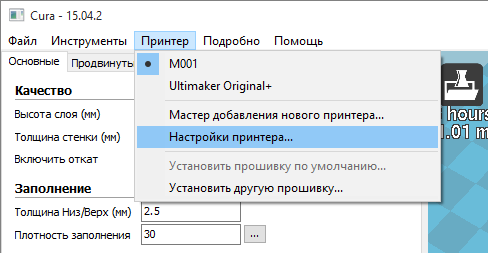
Входим в настройки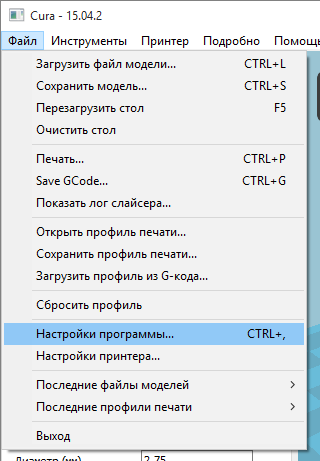
Изменяем вид интерфейса
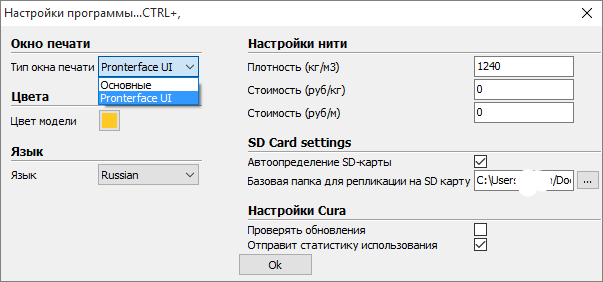
Интерфейс программы Cura в стиле программы Pronterface, во время печати.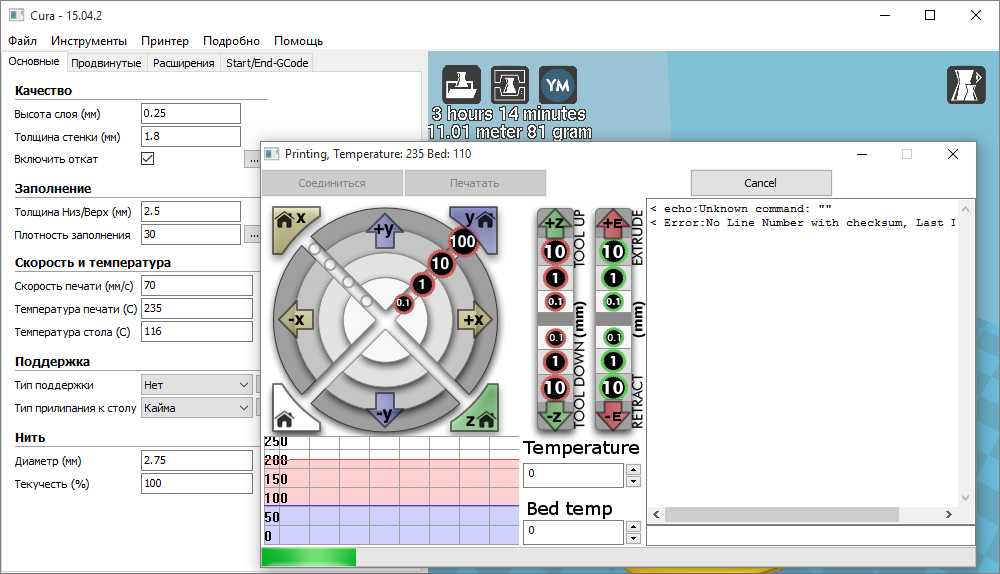
Изменяем стартовый G-код
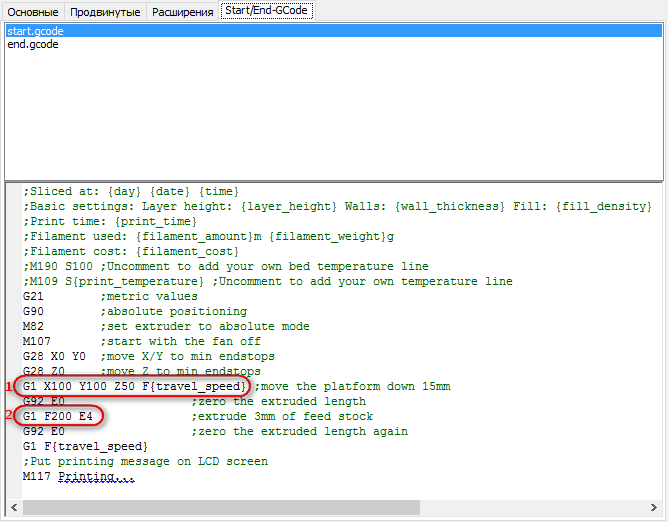
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати. Этот код вставляется в начале каждой программы.
Внимание! При некорректном закрытии Cura настройки могут сброситься.
Автор
Автор публикации
Используемые источники:
- https://mysku.ru/blog/china-stores/68801.html
- 97008-ender-3-pro-initial-setup-and-recommended-prints-51
- https://3dsfera.by/articles/nastrojki-cura.programmy-dlya-podgotovki-3d-pechati/


 Как настроить скорость печати принтера?
Как настроить скорость печати принтера? 5 методов как узнать ip адрес вашего принтера
5 методов как узнать ip адрес вашего принтера Печать штрих-кодов: все, что нужно знать
Печать штрих-кодов: все, что нужно знать