Содержание
- 1 Технические характеристики PLA-пластика
- 2 Настройки печати PLA пластиком
- 3 Сравнение материалов:
- 4 Параметры печати для PLA пластика в ПО Simplify3D
- 5 Открыт предзаказ на 3D принтеры Dazz3D
- 6 Калибровка стола 3D принтера
- 7 15 крутых вещей для 3D-печати. Часть 1.
- 8 Обзор: FormLabs Form 2 vs. Ultimaker 3
- 9 Промышленные 3D-принтеры от XYZ-PRINTING
- 10 Чистка сопла 3D принтера
- 11 Полировка и сглаживание ацетоном ABS пластика
- 12 Polymaker Polysher. Открываем новые возможности.

Пластиковая нить PLA используется в 3Д-принтерах, печатающих по технологии FDM. Это действительно удивительный материал, который отличается экологичностью и нетоксичностью. В ходе печати он не «воняет», а издает лёгкий аромат попкорна. Всё дело в том, что он изготавливается на базе природного растительного сырья – кукурузы, картофеля, тростника и т.п.
Если сравнивать PLA-пластик с ABS, то окажется, что первый более твёрдый, а поэтому процесс нанесения очередного слоя будет более медленным. Но это положительно сказывается на итоге печати, ведь изделия получаются более гладкими. Однако это накладывает свои особенности на настройки печати, в выборе которых следует ориентироваться на характеристики материала.
Технические характеристики PLA-пластика
PLA-пластик для 3Д-принтера обладает рядом ключевых характеристик. В зависимости от бренда, свойства могут в незначительной мере отличаться. Тем не менее, для данного материала характерны:
- прочность и жёсткость;
- полупрозрачность и даже прозрачность;
- широкая цветовая палитра;
- гладкость, детализированность готовых моделей и блестящая поверхность.
ПЛА-пластик оказывается более простым в работе, идеальный вариант для новичков в 3Д-печати, так как он не подвергается таким деформациям, усадке, как АБС. Но он менее термостоек и уже при 70-ти градусов может начать деформироваться.
Материал обладает следующими техническими характеристиками:
|
Показатель |
Величина |
|
|
|
Температура стеклования |
60-65 градусов по Цельсию |
|
|
Плотность |
123-1,25 г/см3 |
|
|
Упругость на растяжение |
3,3 гПа |
|
|
Удлинение (относ.) |
3,8% |
|
|
Прочность на разрыв |
57,8 мПа |
|
|
Прочность на изгиб |
55,3 мПа |
|
|
Теплостойкость |
50 градусов по Цельсию |
|
|
Температура плавления |
170-180 градусов по Цельсию |
|
|
Минимальная толщина стенки |
1мм |
В силу того, что материал по сути натуральный, он не отличается большой долговечностью. В целом изделие из такого пластика может прослужить от 2 до 5 лет, зато оно полностью биоразлагаемое.
Настройки печати PLA пластиком
Важнейшим при 3Д-печати по технологии FDM всегда будет первый слой. Он должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. В данном вопросе PLA-пластик менее требователен в сравнении с ABS. Но многие используют специальные подложки, синий скотч или клей-карандаш. Печатать можно и просто на стекле, особенно если 3Д-принтер оснащён подогревом стола. Оптимальной температурой будет в данном случае 70 градусов, хотя в ряде случаев, опытным путём установлено, что наилучших результатов добиваются на холодном столе.
Второй момент — важно правильно выставить высоту экструдера. Сопло должна быть на такой высоте, чтобы между ним и рабочим столом проходил спокойно стандартный лист.
 Что такое 3Д ручка: как ей пользоваться и что ей можно сделать
Что такое 3Д ручка: как ей пользоваться и что ей можно сделатьДалее необходимо определиться со стандартным набором настроек:
- температура;
- толщина слоя;
- температура стола (если имеет место подогрев).
Ещё один важный момент чтобы результат печати из PLA был наилучшим необходимо использовать обдув на полной мощности. Так пластик будет вовремя охлаждаться и не деформироваться.
Как и в случае с ABS, показатели печати будут выводиться опытным путём. Например, температура будет устанавливаться на 200 градусов, а затем повышаться или понижаться на 5 градусов, пока не будет найден оптимальный вариант, при котором слои будут идеально скрепляться, успевать застывать и не плыть.
А усредненные настройки печати ПЛА-пластиком следующие:
|
Показатель |
Величина |
|
|
|
Температура плавления |
200-220 градусов |
|
|
Толщина слоя |
На 20% меньше диаметра сопла |
|
|
Температура подогрева стола |
60-80 градусов |
|
|
Коэффициент подачи пластика |
0,97 |
|
|
Скорость печати |
30-80 мм/с |
|
|
Обдув |
да |
Тем не менее, всё равно руководствоваться необходимо рекомендациями производителя пластика и 3Д-принтера. Добавить к этому опытные наработки и наилучший результат печати не заставит себя ждать.
Сравнение материалов:
Плохо +
Удовлетворительно + +
Нормально + + +
Хорошо + + + +
 Настройки CURA.Программы для подготовки 3д печати.
Настройки CURA.Программы для подготовки 3д печати.Отлично + + + + +
|
СВОЙСТВО |
ABS |
PLA |
HIPS |
FLEX |
RUBBER |
WAX |
PVA |
|
Легкость печати |
+ + + |
+ + + + + |
+ + |
+ + |
+ + |
+ + + |
+ + + |
|
Жесткость |
+ + + + |
+ + + + + |
+ + |
+ + |
+ + + |
+ + |
+ + + + |
|
Легкость мех. обработки |
+ + + + + |
+ + |
+ + + + |
+ |
+ + |
+ + + + + |
+ + + + + |
|
Долговечность дома |
+ + + + |
+ + + + + |
+ + + + + |
+ + + + + |
+ + + + + |
+ + + + + |
+ |
|
Межслойная адгезия |
+ + + |
+ + + + + |
+ + + |
+ + + + + |
+ + + + + |
+ + + + + |
+ + + + |
|
Отсутствие запаха при печати |
+ + |
+ + + + |
+ + + + + |
+ + + + |
+ + + + |
+ + + |
+ + + + |
|
Долговечность на улице |
+ + + + |
+ + |
+ + + + |
+ + + + |
+ + + + |
+ + + |
+ |
|
Термостойкость |
+ + + + + |
+ + |
+ + + + |
+ + + + + |
+ + + |
+ |
+ |
|
Стойкость к УФ |
+ |
+ + + + + |
+ + + + + |
+ |
+ + + |
+ + + + |
+ |
|
Ударопрочность |
+ + + + |
+ + + |
+ + |
+ + + + + |
+ + + + + |
+ |
+ + |
|
Маслостойкость |
+ + + + + |
+ + + + |
+ + + + |
+ + + |
+ |
||
|
Бензостойкость |
+ + + + |
+ + + + |
+ + + |
+ + |
+ |
||
|
Температура эксплуатации |
от -40°С до +80°С |
от -20°С до +40°С |
от -40°С до +70°С |
от -40°С до +100С |
от -35°С до +85°С |
температура выплавления ~130°С |
от -10°С до +30°С |
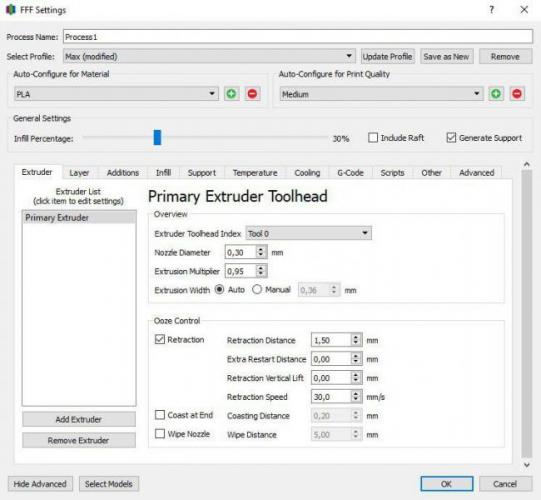
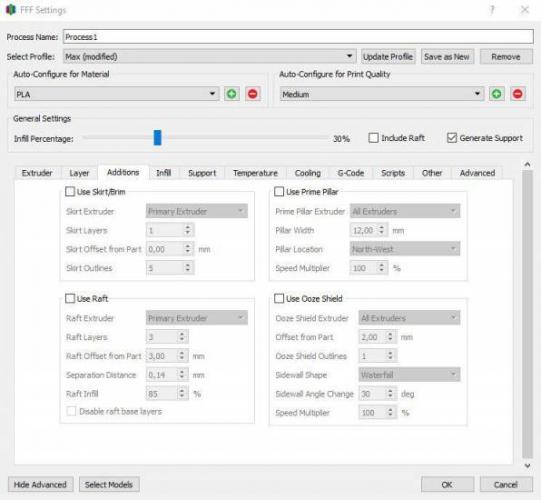
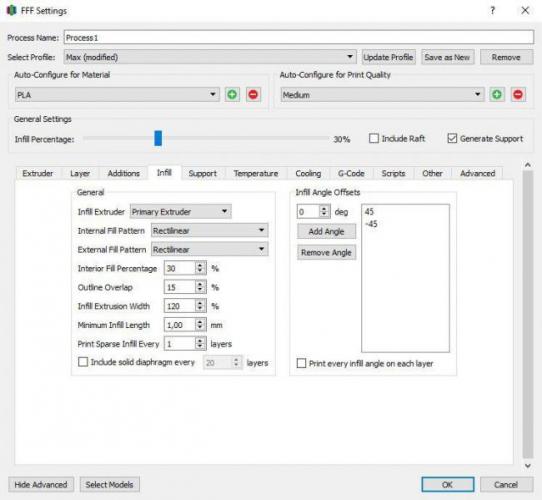
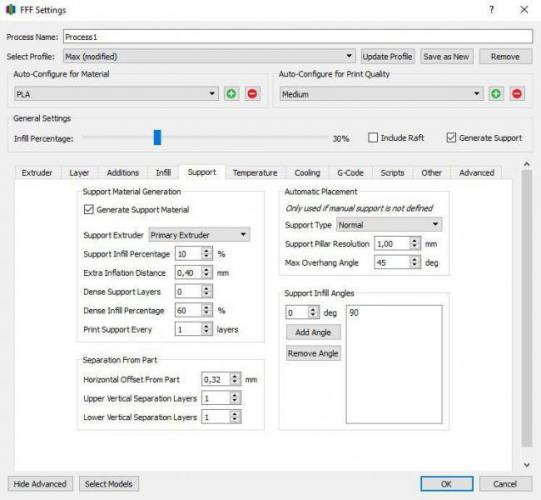
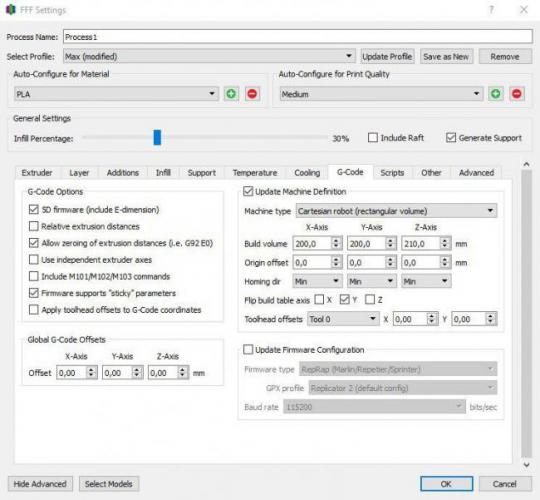
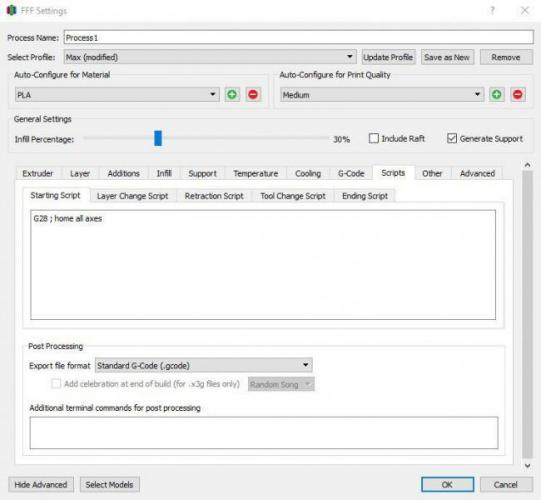
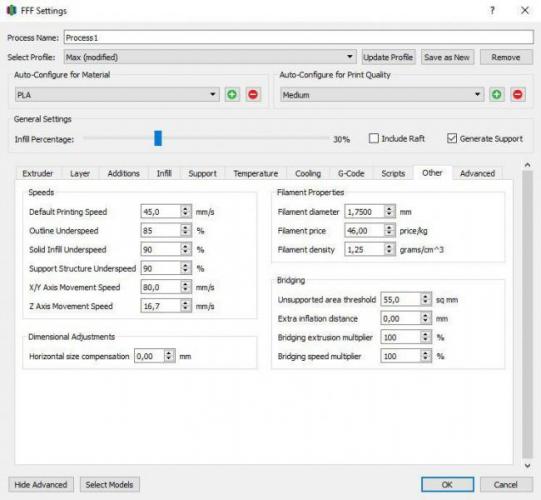
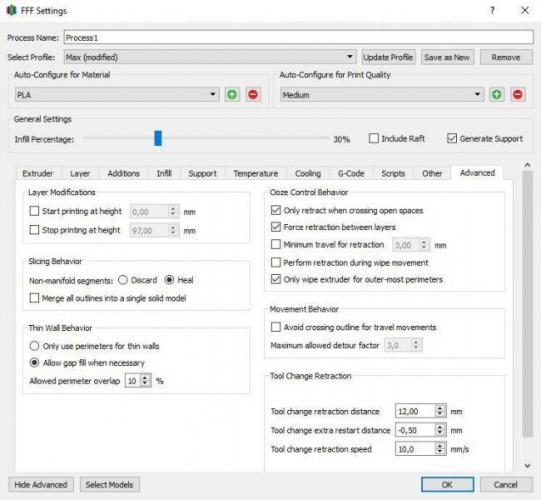
Параметры печати для PLA пластика в ПО Simplify3D
Ниже приведены рекомендованные параметры для печати PLA пластиком и подготовка задания в слайсере Simplify3D.
Основные параметры: область печати принтера — 200х200х210 мм., диаметр сопла — 0,3 мм. *Данные значения необходимо изменить под Ваш принтер.
Перевод вкладок и параметров слайсера Simplify3D представлен по ссылке — ПЕРЕЙТИ







ЗАЧЕМ ПОКУПАТЬ У НАС?
 |
 |
Компания «Техно Принт 3D» существует и активно развивается уже более трех лет. За это время десятки компаний доверили нам свой бизнес. Если Вы зашли на наш сайт, значит у Вас есть интерес к 3D-технологиям, стремление к развитию и внедрению современных тенденций, а значит Вы любознательны, молоды и активны. Мы являемся официальным поставщиком 3D оборудования самых популярных брендов. На нашем сайте мы подобрали только самое лучшее оборудование и расходные материалы. У нас Вы получите предложение на любой Ваш запрос и под любую специфику (большой объем камеры построения, точность, скорость, универсальность…). И всегда по самым лучшим ценам!
 |
3D ПРИНТЕРЫ ULTIMAKER
Ultimaker 3 Extended является самым надежным 3D принтером c технологией двойной экструзии. Он популярен как в профессиональном, так и в домашнем использовании. С легкостью печатает сложные геометрические модели благодаря своей уникальной системе подъема сопел экструдера. Оснащен бесшумными радиальными вентиляторами. Новая система хотэндов — «Print Core». |
| FORMLABS FORM 2
Самый популярный SLA 3D принтер. Машина оснащена мощным оптическим модулем и лазером, мощностью 250 мВТ, который управляется гальванометрами изготовленными по индивидуальному заказу FormLabs. |
 |
 |
3D ПРИНТЕРЫ MAKERBOT
<font>Профессиональные 3D принтеры нашедшие себе применение практически во всех возможных областях. Оснащаются современным, «умным» экструдером, приостанавливающим печать, когда заканчивается пластиковая нить.</font> <center> |
| 3D ПРИНТЕРЫ BCN3D
Уникальная в своем роде, независимая система двойной экструзии «IDEX» и экструдеру «SigmaHotEnd», позволяет печатать двумя различными материалами или цветами. Печатные головки расположены отдельно друг от друга, что позволяет им работать независимо. |
 |
Новости
Открыт предзаказ на 3D принтеры Dazz3D
 Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
 Печатаем на 3D принтере Creality Ender 3 – Часть 1 / Сборка принтера /
Печатаем на 3D принтере Creality Ender 3 – Часть 1 / Сборка принтера /- 27 сентября 2018 21:48:51
- Просмотров: 291
- Категория: Новости
Калибровка стола 3D принтера
 Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати». Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати». Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
- 07 апреля 2018 22:54:40
- Просмотров: 4775
- Категория: Новости
15 крутых вещей для 3D-печати. Часть 1.
 Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
- 28 марта 2018 19:14:40
- Просмотров: 3015
- Категория: Новости
Обзор: FormLabs Form 2 vs. Ultimaker 3
 FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
- 05 февраля 2018 23:53:22
- Просмотров: 1068
- Категория: Новости
Промышленные 3D-принтеры от XYZ-PRINTING
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
- 31 января 2018 13:45:14
- Просмотров: 572
- Категория: Новости
Чистка сопла 3D принтера
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
- 23 января 2018 21:29:51
- Просмотров: 6254
- Категория: Новости
Полировка и сглаживание ацетоном ABS пластика
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью. Ацето
- 14 января 2018 14:23:10
- Просмотров: 1432
- Категория: Новости
Polymaker Polysher. Открываем новые возможности.
Если Вы ищите способы расширения творческих возможностей или упрощения этапов их выполнения, то наверняка уже используете финишную станцию спиртовой пост-обработки Polymaker Polysher. В этой статье мы подробно рассмотрим это устройство и дадим несколько советов. Как я уже говорил ранее, мой интерес, да и собственно первое знакомство с 3D печатью, было
- 11 января 2018 20:01:42
- Просмотров: 771
- Категория: Новости
PLA пластик REC Красный 1 490 р. в закладкисравнениеABS пластик REC Желтый 1 490 р. в закладкисравнениеABS пластик REC Синий 1 490 р. в закладкисравнениеABS пластик REC Черный 1 490 р. в закладкисравнениеABS пластик REC Оранжевый 1 490 р. в закладкисравнение
PETG — это сокращение от полиэтилентерефталата, модифицированного гликолем. Если вы увлекаетесь химией, то для вас эти слова не пустой звук, но для всех остальных это просто самый распространенный вид пластика на планете (ПЭТ). Вы можете найти его в пластиковых бутылках, пищевых контейнерах, упаковках, игрушках, кухонной утвари и других предметов общего пользования. Кроме того, изделия из этого пластика (пригодного кстати для повторной переработки) могут производиться под давлением, формовкой, термоформовкой, деформацией, резкой и т.п. вариантами, а в последние годы еще и напечатаны в 3D.
Мы не будем вдаваться в подробности химического состава PETG, а сосредоточимся на 3D-печати из этого пластика. Прежде чем погрузиться в тонкости печати, приведем несколько характеристик самого материала:
Температура стеклования: 80 °C
Плотность: 1,27 г/см3 (что выше, чем у PLA и ABS)
Устойчивость к большинству химических веществ, таких как кислоты, щелочи и растворители
Итак, перейдем к настройкам:
СОВЕТ №1 Экспериментируйте
PETG — очень хороший пластик, выделяющий его из обоймы привычных ABS и PLA пластиков, обладающий отличными механическими и химическими свойствами. Вместе с тем, получаемые модели еще и довольно качественно смотреться. Но печать этим пластиком довольно затруднительно, особенно если вы новичок. Вы конечно можете найти много советов в Интернете о различных настройках печати PETG, но не удивляйтесь если эти советы будут противоречить друг другу. Дело все в том, в случае с этим пластиком настройки для одного принтера не обязательно подойдут на другой. Очень часто вам придется настраивать некоторые параметры печати после замены используемой катушки PETG просто при смене катушки, так и при смене производителя пластика. С PETG одно можно сказать наверняка: вам придется экспериментировать, чтобы найти лучшие настройки для вашего принтера.
СОВЕТ №2 Подготовьте поверхность
По сравнению с другими пластиками, где у вас могут быть проблемы с адгезией к столу, с PETG вы можете столкнуться с совершенно противоположной проблемой. По своей природе, PETG будет сильно прилипать к столу. Так сильно, что ваша модель может просто оторваться с частью стола. Отсюда вывод: вам понадобиться прослойка между столом и моделью, которая надежно зафиксирует модель при печати и позволит отделить модель при окончании.
Рекомендованные материалы для стола при печати — это клей-карандаш или синяя лента (скотч). Какой из них лучше? См. Совет №1.
Если вы привыкли печатать пластиками PLA или ABS, то наверняка знаете, что зазор между соплом и столом должен быть достаточно плотным. Пластик PETG тут выделяется, ему нужен приличный зазор. Если для регулировки зазора в PLA и ABS вы используете лист бумаги, то для PETG берите 3 (три) листа. Либо если знаете, как выставить зазор первого слоя в слайсере, то сделайте это. Если что-то идет не так как вам нравиться, то опять См. совет №1.
Вы конечно можете печатать PETG без нагрева стола, но мы всё-таки рекомендуем обратное. Основная масса производителей предлагают температуры от 70 до 80°C, но вы можете подняться до 100°C. Начните с 70°C и повышайте температуру, если почувствуете что-то не ладное с адгезией.
СОВЕТ №3 Подберите температуру
PETG обычно печатают при температуре от 220 до 265°C. Но перед тем, как лихо нагревать сопло, помните, что хотенд с привычными трубками из ПТФЭ внутри плавятся уже при 250°C. Как только вы поднимите температуру близкую к этой цифре – готовьтесь к долгому техническому обслуживанию своего принтера.
Температура сопла играет важную роль в качестве печати из PETG. Слишком высокая температура — и на выходе вы получаете много потеков и «соплей», при слишком низкой температуре пластик перестанет проталкиваться и начнет закусываться в экструдере.
Согласно Совету №1 попробуйте провести тест: Установите температуру сопла 220°C и начните печатать тестовую модель. Если вы услышите стук во время печати, это означает что ваш экструдер закусывает нить. Поднимайте температуру на 5°C, пока звук не прекратится и экструдер не станет работать нормально.
При печати высокой температурой существует риск вытекания нагретого пластика, что впоследствии может привести к появлению тонких нитей на модели и даже к задирам по углам. А поскольку PETG еще при этом очень прочный и эластичный материал, то такие нити довольно трудно удалить. Таких проблем при печати лучше все избегать. Если вы решили проблему в Совете №3 и возникли проблемы в виде ненужный нитей, попробуйте отрегулировать настройки ретракта или втягивания нити обратно при холостом перемещении.
СОВЕТ №4 Ретракт (втягивание при холостом перемещении)
Если вы знаете, что это за настройка и даже привыкли к высоким значения ректракта при печати ABS и PLA, то высокая скорость ретракта не для PETG. Установите скорость втягивания около 25 мм в сек. как экструдеров типа Bowden так и для Direct. Расстояние втягивания как показывает практика должна быть около 6-7 мм. для экструдеров Bowden и 3-4 мм для Direct экструдеров. Помните, что при ретракте PETG скорость ретракта важнее расстояния. Если у вас все еще появляются нити смотрите Совет№1 в сторону снижения скорости ретракта. Если вам не удалось побороть появление нитей, попробуйте экспериментировать со скоростью печати.
СОВЕТ №5 Обдув
Тут немного проще. PETG будет хорошо печатает без обдува. В отличие от других материалов, которым требуется дополнительный обдув, при печати PETG лучший результат достигается и без него. Если ваша модель содержит много мелких деталей или мосты, включите небольшой обдув. Но при первом появлении трещин, выключайте его.
СОВЕТ №6 Поддержки
Поскольку у PETG очень хорошая межслойная адгезия, то как вы уже догадываетесь удаление поддержек может стать проблемой. Тут есть 2 решения. Пробуйте экспериментировать с настройками слайсера, а именно расстоянием между поддержкой и моделью. Начинайте со значения 0.1. мм и постепенно увеличивайте. Либо купите 3D-принтер двумя экструдерами, в котором лучшим вариантом будет использование для поддержек растворимого пластика, такого как PVA или HIPS.
СОВЕТ №7 Скорость
PETG очень чувствителен к скорости печати. Печатаете слишком быстро — у вас плохая адгезия между слоями и закусывание в экструдере. Печатаете слишком медленно – и у вас деформированные слои и клубок нитей. Воспользуйтесь Советом №1 и найдите оптимальное значение. Хороший старт для экспериментов со средней скоростью печати — 50 мм в сек. Для первого слоя и внешнего периметра модели — 25 мм в сек, для холостого перемещения не менее 120 мм / с, чтобы избежать появления нитей.
Где приобрести?
Купить PETG пластик вы сможете в нашем магазине с доставкой по всей России.
Используемые источники:
- https://3d-m.ru/nastrojki-pechati-pla-plastikom/
- https://tp3d.ru/index.php
- https://3d-diy.ru/wiki/3d-printery/petg-parameters/


 Печать Нейлоном (Nylon) на холодном столе 3D принтера
Печать Нейлоном (Nylon) на холодном столе 3D принтера Обзор и основные функции слайсера Cura 2. Часть 2
Обзор и основные функции слайсера Cura 2. Часть 2 Тонкие настройки 3D принтера, настройка потока и экструдера
Тонкие настройки 3D принтера, настройка потока и экструдера Как настроить скорость печати принтера?
Как настроить скорость печати принтера?