Печать Нейлоном (Nylon) на холодном столе 3D принтера 
Недавно на наш адрес пришла посылка от компании Plexiwire. В посылке были образцы трех видов материала Нейлон для тестирования — Nylon, Nylon+1% иNylon+2,5%. Поскольку у нас был пробник Nylon+, было решено провести сравнительный тест четырех образцов.

Внешне материал для 3D-печати Nylon+ отличается цветом — он имеет естественный натуральный цвет, остальные образцы — чуть прозрачнее.
До начала печати, как и положено, тестируемые материалы Нейлон были просушены в духовке для сушки полимеров при температуре 80°С в течение четырех 4 часов.
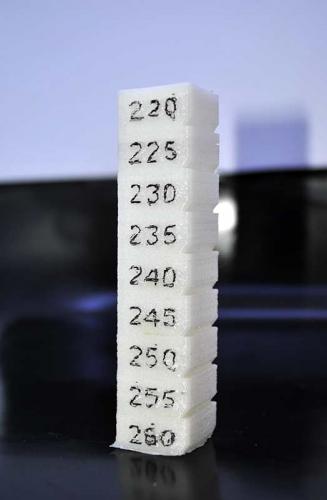
Для определения оптимальной температуры работы с пластиком Нейлон, суть первого теста состояла в печати Температурных столбиков. Во всем диапазоне температур от 260 до 222 градусов в процессе 3d-печати пластик ложился ровно и не расслаивался.
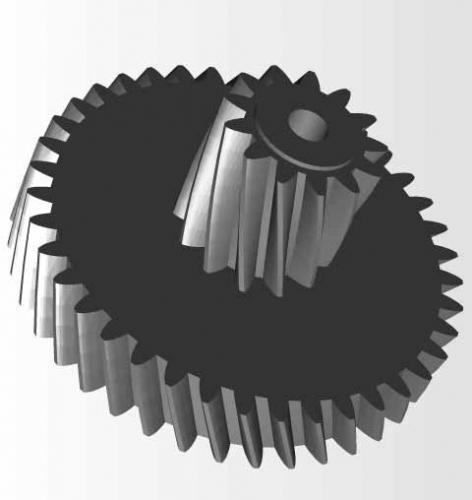
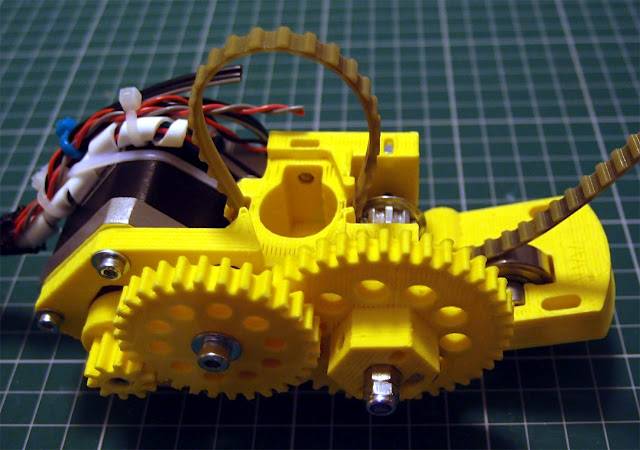
В качестве тестовой модели была выбрана двойная косозубая шестерня небольшого размера.
Для того, чтобы обеспечить хорошую адгезию к столу, был применен один из наших проверенных методов печати с такими установками:
 Как распечатать в Word
Как распечатать в WordПараметры 3Dпечати:
Температура головки – 260 °С-первые два слоя, — 245 °С -последующие
Температура стола – 40 °С
Высота слоя – 0.25 мм
Плотность заполнения – 50 %
Скорость печати по внешней границе – 20 мм/с
Скорость печати по внутренней границе – 50 мм/с
Скорость заполнения – 50 мм/с
Тип прилипания к столу: Кайма (Brim)
 МФУ струйное HP Ink Tank 315 цвет чёрный инструкции
МФУ струйное HP Ink Tank 315 цвет чёрный инструкцииРекомендуемые производителем параметры температуры для печати:
Температура головки – 220 — 240 °С
Температура стола – 100 — 120 °С
Подготовка к 3D печати
Перед началом работы обязательно очищаем стеклянную поверхность от клеящего вещества и загрязнений. Наносим сплошным тонким слоем клей ПВА D3, стараясь распределить клей равномерно по всей поверхности той части стола, на которой будет печататься модель.
Ждем пока клей высохнет.
Печать.
Стол 3D-принтера Epo3d+ разогреваем до 40 °С, а печатающую головку до 260 °С и начинаем печать. Первый слой печатаем на маленькой скорости 10 – 20 мм/с. При печати первых слоев нужно задавать повышенную температуру — такой режим обеспечит хорошее прилипание слоев между собой и к стеклу. Далее понижаем температуру до 245 °С. Именно такую температуру мы определили как оптимальную после исследования температурного столбика.
Таким образом, создается остывшая нижняя часть модели, которая не дает печатаемому образцу деформироваться.
При переходе принтера к печати меньшей по диаметру шестерни для предотвращения смещения слоев включаем обдув примерно на 20% и снижаем скорость печати.
Закончив печать всех четырех образцов из материала Нейлон, проводим сравнение и делаем выводы.
 Печать листов в Автокад (Публикация в Автокад)
Печать листов в Автокад (Публикация в Автокад)Nylon+
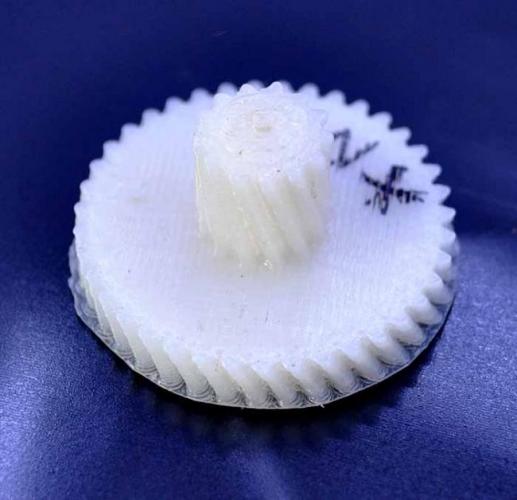
Цвет настоящего полиамида с легкой желтизной. Слои ложатся не совсем ровно, но не расслаиваются. При снятии “брима” произошло расслоение между 2 и 3 слоем на одном участке. Пластик частично отклеился от стола. Легко снимается ножом.
Nylon
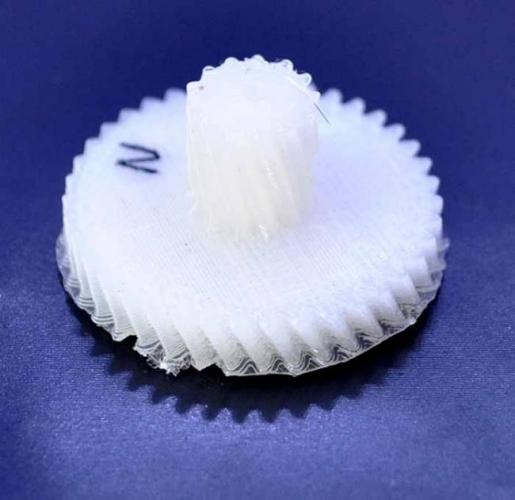
Цвет натуральный полупрозрачный. Слои легли хорошо, без расслоения. Снять кайму руками не удалось, пришлось срезать ножом. От стеклянной платформы отклеились только зубья. С платформы снимается легко.
Nylon +1%
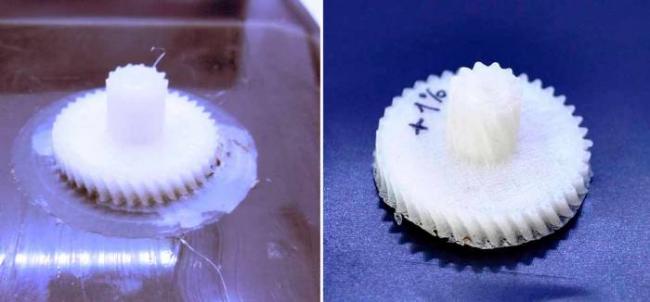
Цвет такой же, как и у Nylon. Модель напечаталась аккуратно и без расслоений. Первый слой хорошо прилип к платформе, без деформаций. Однако, из-за неравномерно нанесенного клея небольшой участок прилип недостаточно хорошо. Впрочем, это не относится к свойствам материала Нейлон, а говорит о необходимости аккуратной и тщательной подготовки к 3D печати.
Nylon +2,5%
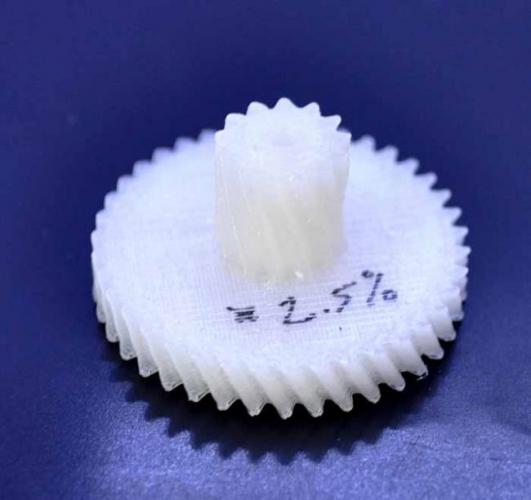
Такие же характеристики как и Nylon +1%, не видно различий. Модель распечатана с помощью подложки (raft).
Подведем итог
Из проведенного эксперимента делаем вывод, что все четыре разновидности пластика Nylon показали себя с хорошей стороны как материалы для 3D-печати.
Все виды пластика Нейлон не любят большой скорости печати.
Самое важное отличие Nylon+1% и +2,5% в том, что не было отклеивания от стола.
Метод 3D-печати, который применялся для теста, в целом обеспечил удовлетворительные результаты и может быть основнымтдля дальнейших экспериментов.
Недавние статьи
- Как использовать остатки пластиковой нити для 3Д принтераМар 12, 2020
- Ваш 3D-принтер может создавать модели с уникальными рисунками.Янв 20, 2020
- 13 ЛУЧШИХ СТРОИТЕЛЬНЫХ 3D-ПРИНТЕРОВ 2019 ГОДАЯнв 10, 2020
Все, что Вам нужно знать о печати нейлоном
Хотя нейлон не так часто упоминают в дискуссиях среди пользователей как нити PLA или ABS, тем не менее он достаточно популярен в индустрии 3D-печати. Большинство людей, которые его используют, восторгаются ним. По этой причине мы решили сделать статью для тех, кто может быть заинтересован этой нитью и в ее свойствах.
Эта статья предназначена для охвата общих данных и предоставления некоторой базовой информации.
О нейлоне
Нейлон (Nylon) — это более прочная и долговечная альтернатива таким материалам, как PLA и ABS пластик. Нейлон также называют полиамидом. На рынке существует много типов нейлоновых нитей. Нейлон применим к печати FFF / FDM, SLS и SLA. В качестве материала с ним сложнее работать, поскольку требует дополнительной работы от пользователей, а именно:
- Регулировка температуры (температура плавления нейлона — 240С и выше);
- 2. Нагрев экструдера (экструдер вашего принтера нужно нагреть хотя бы до 260С)
Нейлон часто используется, когда объект требует как прочности, так и немного гибкости. Нейлон также очень популярен, когда речь идет о печати проектов, когда цвет имеет важное значение. Это потому, что он гигроскопичен. Очень важным моментом при печати нейлоном, является то, что его необходимо тщательно просушить. Нейлоновый филамент очень гигроскопичен. Это означает, что он легко поглощает воду из воздуха. Меньше чем за 24 часа, нейлон может поглотить влаги на 10% больше своего веса, поэтому успешность печати этим материалом зависит от его сухости. Если печатать плохо просушенной нитью, то влага начинает пузыриться, ухудшая межслоевую адгезию и разрушает поверхность.
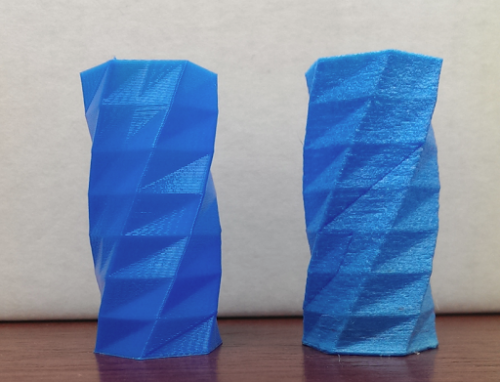
Модель напечатанная сухим нейлоном слева, мокрым нейлоном справа.
Принты напечатанные полностью просушеным нейлоном имеют гладкую глянцевую поверхность.
Для того чтобы просушить нейлон, поместите его в духовку, и оставьте на 6-8 часов при температуре 70 — 85°С. После сушке храните его в герметичном контейнере, желательно с осушителем.
Стоит отметить так же, что нейлон имеет свойство деформироваться и коробиться, так же как и ABS пластик.
При печати на стекле, необходим подогрев рабочего стола. Лучший способ улучшить адгезию первого слоя, это нанести на платформу слой обычного ПВА клея. Максимально удачный вариант, это подогрев рабочего стола до 75°С с тонким слоем ПВА клея. Не используйте охлаждающие вентиляторы и избегайте сквозняков и прохладных помещений.
Компании, производящие потребительские товары
Поскольку нейлон обладает такой уникальной долговечностью и гибкостью, он является очевидным выбором для производителей мебели и других предметов, которым требуется упрочненная, но упругая рама. Он также подходит для тех, кто хочет изготовить гибкие промышленные детали, протезирование, медицинское оборудование и сложные конструкции. Он используется для производства шестеренок и дверных петель, потому что эти предметы требуют некоторой гибкости. Более жесткие типы нейлонов также используются производителями автомобилей.
Рекомендуемые настройки для печати нейлоном:
Почему Нейлон?

Нейлон имеет свои собственные преимущества :
- Он очень прочный.
- Нейлон также обладает отличной гибкостью.
- Малая вероятность коробления.
- Нейлон легко окрашивается.
- После завершения печати деталь не имеет грубых краев. В результате он производит гладкие конечные продукты, не требующие последующей обработки.
- Устойчивость к ультрафиолетовому излучению и высокой химической стойкости, чем PLA или ABS.
Недостатки
- Нейлон гигроскопичен. Поэтому его необходимо хранить сухим.
- Требует больше работы для настройки вашего принтера. И наоборот, некоторые принтеры будут совершенно неподходящими (проверьте скорость печати вашего принтера и максимальную температуру экструдера).
- Нейлон имеет срок годности 12 месяцев.
- Герметичность: некоторые нейлоновые нити необходимо хранить в герметичных контейнерах, чтобы не попала влага.
- Нейлон может (потенциально) сжиматься во время охлаждения
Основные требования к принтеру
Существует немало принтеров, которые могут печатать с помощью Nylon. Если вы планируете переключиться с другого пластика, используемого на одном и том же принтере на нейлон, не забудьте перекалибровать его. Если вы недавно использовали другую нить, вам следует очистить печатающую головку.
- Закрытая / нагретая камера.
- Подогреваемый стол не нужен для всех нейлоновых нитей (но предпочтительный).
- Адгезионные листы. Они требуются для определенных печатных столов, потому что нейлон трудно прилипает. BuildTak является примером хорошего производителя адгезионных листов.
- Если у вас возникла проблема с адгезионными листами, вы можете заменить их обычным клеем ПВА.
- Лучше всего печатать с разрешением 200 микрон.
 Требования к температуре
Требования к температуре
С этим пунктом сложнее. Нейлоны могут сильно варьироваться в зависимости от температуры, потому что у каждого бренда есть собственный ассортимент нейлонов. Требуемая температура будет зависеть от используемого размера или типа полимера. Поэтому температура может составлять от 220 ° C до 280 ° C.
Для печати мы используем нейлон производства Taulman3D, американской компании которая посвятила себя разработке инновационных материалов для 3D печати. На сегодняшний день доступно 3 вида нейлона под марком Taulman3D.
Taulman3D 618 Nylon специально разработан для 3D печати, его отличительными особенностями является: хорошее соединение с поверхностью, высокая водонепроницаемость, хорошее сопротивлению разрыва и возможность впитывать краску. Модели напечатанные этим материалом имеют натурально белый цвет с прозрачной поверхностью. Пластик также легко можно окрасить, как до печати, так и после.
Taulman3D 645 Nylon обладает неповторимыми характеристиками. Ожидаемый предел прочности равен 16,533 фунта на квадратный дюйм (114 мПа), устойчивость на разрыв – 120%. Taulman3D 645 Nylon обладает всеми теми же качествами, что и Taulman3D 618 Nylon, но с улучшенными характеристиками. Рекомендованная температура печати от ~230°C до 265°C.
Taulman3D 645 Nylon — последняя разработка компания с улучшенными свойствами адгезии между слоями и повышенной прочностью.
Запись Все, что Вам нужно знать о печати нейлоном впервые появилась 3DPrinter.
Powered by WPeMatico
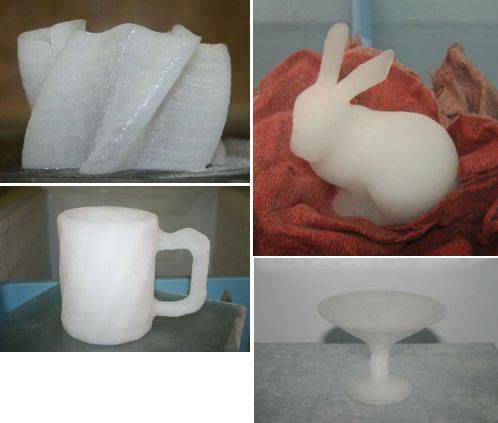
 Шоколадный заяц напечатан универсальным экструдером RichRap-а. В настоящий момент самыми популярными материалами для любительской 3D-печати остаются пластики PLA и ABS. Тем не менее и другие материалы не остаются без внимания.
Шоколадный заяц напечатан универсальным экструдером RichRap-а. В настоящий момент самыми популярными материалами для любительской 3D-печати остаются пластики PLA и ABS. Тем не менее и другие материалы не остаются без внимания.
Нейлон
Юзер с instructables.com taulman работая над универсальным аппаратом, который легко можно конвертировать между CNC и 3D-принтером, экспериментировал с Nylon 6,6. Так как нейлон устойчив к высокой температуре, имеет низкий коэффициент трения, то часть деталей для своего аппарата он распечатал из нейлона. Разница между печатью ABS и нейлоном небольшая, но все-таки есть некоторые особенности: — требуется более высокая температура горячего конца — около 320ºC — требуется вентиляция с откачкой воздуха наружу, т.к. расплавленный нейлон источает токсические компоненты в небольших количествах — нейлон очень скользкий, поэтому желательно, чтобы экструдер, который подает материал, имел шипы — нейлон легко вбирает воду и другие жидкости, поэтому держите его в сухом месте — нейлон ни к чему не прилипает, когда холодный, и легко липнет ко всему при правильной температуре — остывает медленнее чем ABS — более текучий, втягивание материала назад плохо работает с нейлоном — к холодному нейлону липнет только расплавленный нейлон, поэтому, если деталь состоит из нескольких частей, то надо продумать механическое соединение Несмотря на все эти особенности, можно успешно печатать нейлоновые детали. Детали получаются не такими жесткими и можно делать шарниры скольжения.ссылка:инструкция по созданию универсального станка с ЧПУ — 3D-принтера включая изготовления горячего конца для печати нейлоном.
Прозрачный акрил
 Этот же парень попробовал печатать прозрачным акрилом. Для этого разработал специальную более сложную, чем для печати нейлоном, головку. Акрил требует более высокой температуры, чем ABS. Имеющийся исходный материал содержит пузырьки воздуха, что недопустимо при печати, так как будут не только визуальные искажения, но и могут образовываться крошечные места с острыми краями. Из-за оптических свойств акрила любые неточности при печати визуально усиливаются. А этих неточностей будет много, так как материал остывает очень быстро, по-сравнению с другими пластиками. Как он пишет, любой люфт в подшипниках, слабина ремня и даже плач соседского ребенка промодулируют форму застывшего материала и изменят отражения в материале. Как видите результат на картинке не сильно впечатляет.ссылка:часть в инструкции, где говорится про акрил.
Этот же парень попробовал печатать прозрачным акрилом. Для этого разработал специальную более сложную, чем для печати нейлоном, головку. Акрил требует более высокой температуры, чем ABS. Имеющийся исходный материал содержит пузырьки воздуха, что недопустимо при печати, так как будут не только визуальные искажения, но и могут образовываться крошечные места с острыми краями. Из-за оптических свойств акрила любые неточности при печати визуально усиливаются. А этих неточностей будет много, так как материал остывает очень быстро, по-сравнению с другими пластиками. Как он пишет, любой люфт в подшипниках, слабина ремня и даже плач соседского ребенка промодулируют форму застывшего материала и изменят отражения в материале. Как видите результат на картинке не сильно впечатляет.ссылка:часть в инструкции, где говорится про акрил.
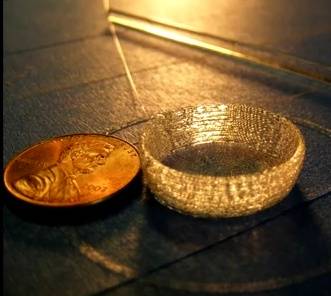
Лед
 В 2006 пара канадских профессоров получили исследовательский грант ($173к) на создание конструкций из льда при помощи компьютера. За 3 года они научились печатать небольшие ледяные предметы. Процесс происходит при температуре -22ºC. Печать идет водой и метиловым эфиром подогретым до 20ºC. Метиловый эфир служит опорой и формой. И так как тает при более низкой температуре, чем лед, его легко удалить по окончании процесса.
В 2006 пара канадских профессоров получили исследовательский грант ($173к) на создание конструкций из льда при помощи компьютера. За 3 года они научились печатать небольшие ледяные предметы. Процесс происходит при температуре -22ºC. Печать идет водой и метиловым эфиром подогретым до 20ºC. Метиловый эфир служит опорой и формой. И так как тает при более низкой температуре, чем лед, его легко удалить по окончании процесса.

Шоколад и другие
 В феврале Том Сало опубликовал разработанную им схему шоколадного экструдера. В нем вокруг насоса сделана рубашка через которую пропускается теплый воздух(около 30ºC), чтобы поддерживать температуру шоколада. В своих экспериментах Том использовал воздух от фена для сушки обуви. Для экструдера рекомендуется использовать PLA, так как это более безопасный, в плане совместимости с пищевыми продуктами, пластик.
В феврале Том Сало опубликовал разработанную им схему шоколадного экструдера. В нем вокруг насоса сделана рубашка через которую пропускается теплый воздух(около 30ºC), чтобы поддерживать температуру шоколада. В своих экспериментах Том использовал воздух от фена для сушки обуви. Для экструдера рекомендуется использовать PLA, так как это более безопасный, в плане совместимости с пищевыми продуктами, пластик.
экструдер RichRap-а
 Есть также универсальный экструдер, созданный RichRap — инженером из UK. Экструдер позволяет печатать любой пастой, а не только шоколадной, которую можно зарядить в стандартный шприц. Только здесь нет подогрева, поэтому время для печати расплавленным шоколадом весьма ограничено. Печать фарфоровой глиной.ссылка: об универсальном экструдере в блоге автора.
Есть также универсальный экструдер, созданный RichRap — инженером из UK. Экструдер позволяет печатать любой пастой, а не только шоколадной, которую можно зарядить в стандартный шприц. Только здесь нет подогрева, поэтому время для печати расплавленным шоколадом весьма ограничено. Печать фарфоровой глиной.ссылка: об универсальном экструдере в блоге автора.
Claystruder
 Еще один экструдер для печати керамики. Использует компрессор для своей работы.ссылка:unfoldfab блог
Еще один экструдер для печати керамики. Использует компрессор для своей работы.ссылка:unfoldfab блог
Filabot Reclaimer — переработка отходов в расходный материал для 3D-принтера
 Эта машинка позволяет перерабатывать пластиковые отходы и на выходе делает расходный пруток для 3D-принтера. Этот размельчитель внутри машинки не подавится и железной банкой, не говоря о пластиковом мусоре. Filabot Reclaimer сможет перерабатывать разные виды пластика: HDPE(молочные пластиковые бутылки, крышечки, трубы), LDPE(пластиковая обертка, поддоны), PET(бутылки), ABS, NYLON, PLA. Проект успешно собрал необходимую сумму на кикстартере. Кроме того удачно подвернулся конкурс с призовым фондом $40к, в который аппарат с небольшими доработками вписался. Следите за новостями на сайте и вы сможете обеспечить себя расходными материалами самостоятельно.ссылка:Filabot Reclaimer
Эта машинка позволяет перерабатывать пластиковые отходы и на выходе делает расходный пруток для 3D-принтера. Этот размельчитель внутри машинки не подавится и железной банкой, не говоря о пластиковом мусоре. Filabot Reclaimer сможет перерабатывать разные виды пластика: HDPE(молочные пластиковые бутылки, крышечки, трубы), LDPE(пластиковая обертка, поддоны), PET(бутылки), ABS, NYLON, PLA. Проект успешно собрал необходимую сумму на кикстартере. Кроме того удачно подвернулся конкурс с призовым фондом $40к, в который аппарат с небольшими доработками вписался. Следите за новостями на сайте и вы сможете обеспечить себя расходными материалами самостоятельно.ссылка:Filabot Reclaimer
Мои предыдущие посты по теме:
Бюджетные 3D-принтеры для печати фотополимерамиКраткий экскурс в методы 3D-печатиНовый бюджетный 3D-принтерПервое мероприятие по 3D-печати в НидерландахМероприятие по 3D-печати (окончание)Используемые источники:
- https://epo3d.com/blog/14_pechat-nejlonom-nylon-na-kholodnom-stole-3d-p
- http://3dprint.sumdu.edu.ua/2018/02/09/все-что-вам-нужно-знать-о-печати-нейлон/
- https://habr.com/post/145139/


 Как распечатать статью или картинку из интернета: Google Chrome, Mozilla Firefox, Opera, Yandex, Enternet Explorer, Microsoft Edge
Как распечатать статью или картинку из интернета: Google Chrome, Mozilla Firefox, Opera, Yandex, Enternet Explorer, Microsoft Edge Как повысить производительность лазерного картриджа HP
Как повысить производительность лазерного картриджа HP Как подготовить PDF-файл для передачи в типографию
Как подготовить PDF-файл для передачи в типографию Приборная панель Киа Рио, значки и их значение
Приборная панель Киа Рио, значки и их значение