Содержание
03 февраля 2019, 16:09
Я новичок в 3д печати, напишу с чем столкнулся и как решил проблемы, какие апгрейды попробую установить, блог будет пополняться как буду находить более оптимальные настройки
1-печать в cura 3.6.0 собрал и включил настройки по дефолту
2 печать докстанция для телефона iphone 6plus (получилось так себе)
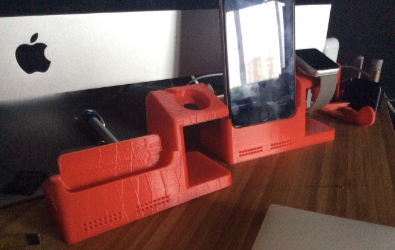
1-вая печать слева присуствуют дефекты и дело не в толщине стенки тут она была 1.2мм
2-ая справа когда уже немного разобрался в настройках

1-вая печать слева — дно пропечатало плохо
2-ая дно вышло отлично на 5
1 проблема дно и прилипание на родной платформе
Актуально для пластика PLA
Плохо пропечатывается дно на родной платформе (как оказалось дело было и не в платформе) и очень плохо прилипала модель, выставлял температуру стола 50гр, 60гр, 70гр, в итоге печатаю на 50гр с клеем, но один край мог приподняться что очень плохо отражалось на качестве печати.
Перепробовал разные программы Cura 15.04.06, Cura 3.6.0, Simplify3D — где-то было лучше где-то хуже, но все равно не то
Попробывал выставить высоту 1-слоя 0.3, а ширину первого слоя 130% и тогда липнуть к столу стало отлично, проблема с прилепанием решена да и заполнение неплохое, на время я успокоился, пока не распечатал, тестовую модель кораблика 3DBenchy и когда я посмотрел на дно, то текст очень плохо читался, и заполнение дна было то лучше то хуже.
Тем временем, пришла посылка с Алиэкспресса: Боросиликатное стекло
1 апгрейд — бороселикатное стекло
 Печать штрих-кодов: все, что нужно знать
Печать штрих-кодов: все, что нужно знать
После установки перекалибровал стол, и о ЧУДО ДНО получилось с отличной детализацией и супер заполнением, тогда то я и понял что проблема дна, помимо неверных настроек была связана с плохой калибровкой стола, а именно сопло было расположенно не достаточно близко к столу, из за этого пластик ложился с пропусками ну и липнуть стало гораздо лучше.
Поэтому если у вас слабая детализация дна и дно плохо пропечатывается то:
1) заново откалибруйте стол, зазор должен быть — минимальный, при правильно откалиброванном столе настройки будут следующие:
— высота первого слоя 0.2
— ширина линии первого слоя 100%
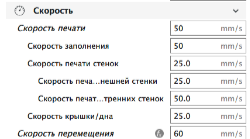
— Скорость печати дна 15
— Количество медленных слоев 4
— Поток для первого слоя 135% ( настройка была выставлена для плохо откалиброванного стола — ее я буду менять, но пока так)
 Обзор и основные функции слайсера Cura 2. Часть 2
Обзор и основные функции слайсера Cura 2. Часть 2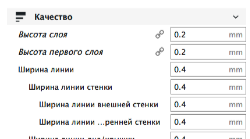
— высота первого слоя 0.2
— скорость печати дна 15
— количество медленных слоев 4
Поток для первого слоя 135% НО, он был установлен до не правильной калибровки стола, этот параметр я буду менять

До

После
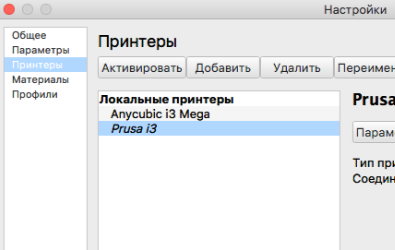
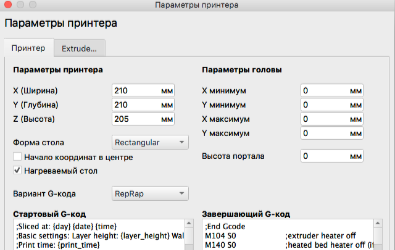
p.s. ещё на качество печати у меня влияет то какой принтер выбран в Cura, печатаю на Prusa i3 вариант G-кода RepRap
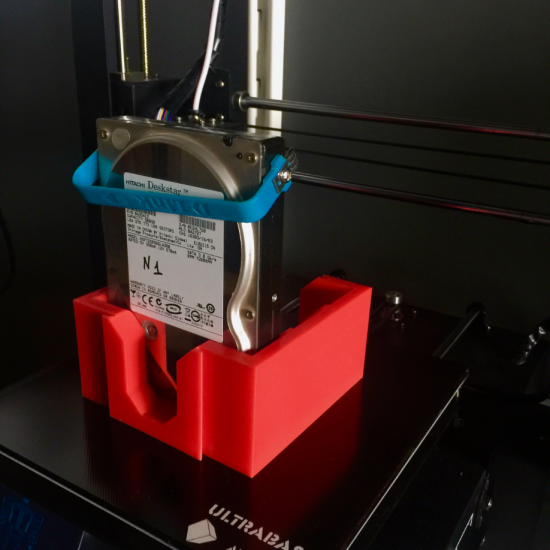
Док станция для HDD на 3-и диска 3.5, пластик PLA Китай
Пластик HIPS от FDplast — 468 рублей 1кг
Пластик HIPS c Московского завода FDplast
В сравнение с китайским PLA, HIPS от FDPlast более хрупкий, ломкий
По незнанию распечатал с настройками материала для PLA пластика, тестовая модель сразу отклеилась с температурой стола 50 градусов
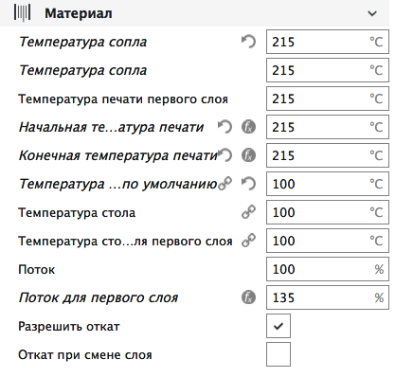
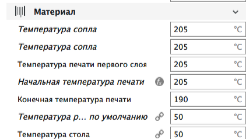
Предварительные настройки:
температура стола 100гр
Материал 215 градусов (буду менять)

HIPS

HIPS (черный)
PLA (красный)
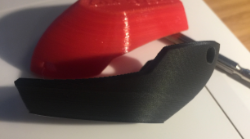
HIPS (черный)
PLA (красный)
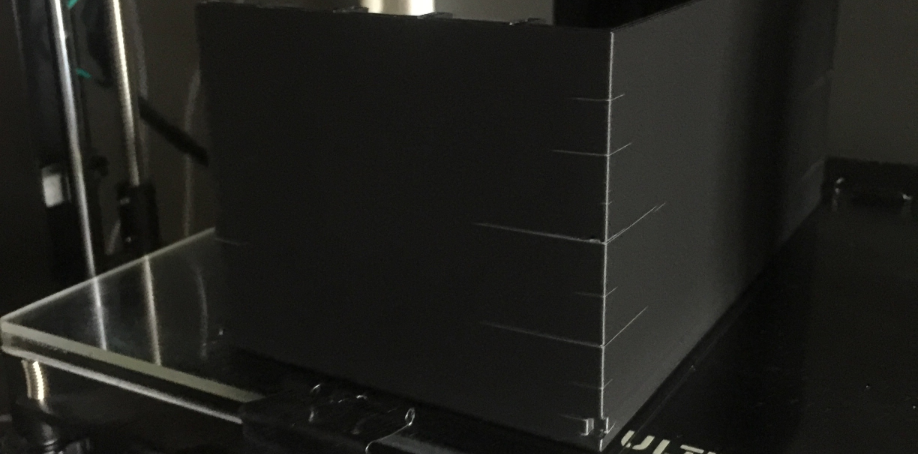
1-вая попытка печати HIPS большого объекта увенчалась провалом
С третей попытки удалось распечатать док станцию
 Anycubic i3 Mega (Mega S): замена драйверов шаговых двигателей на TMC2208 v2.0
Anycubic i3 Mega (Mega S): замена драйверов шаговых двигателей на TMC2208 v2.0Толщина стенки и дна 1.2 (3-и слоя) температура 240гр, стол 100
Распечатал 1кг пластика, отличный пластик, очень понравился



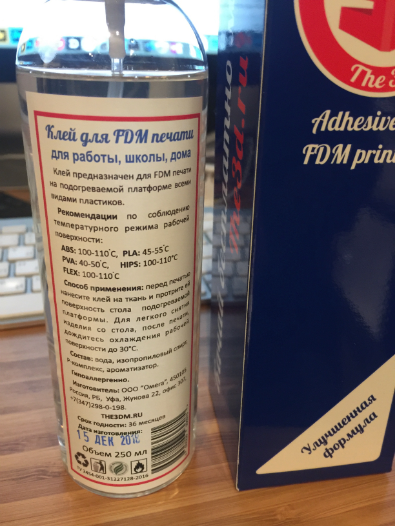
Клей для 3 печати
Для стекла, отличный вариант
PLA прилипает на 50гр так что не оторвать, на 35 сам отклеивается
HIPS на 100 гр. держит отлично
Запах — минимальный
Предстоящие апгрейды

Шаговый двигатель TMC2208
Подшипники igus RJ4Jp01
Официальный апргейд от производителя до версии MEGA S
Апгрейд от производителя
Инструкция на youtube от производителя
В комплекте: держатель для пластика, Боуден-экструдер
Держатель оказался очень короткий и Катушка с пластиком выходит за его пределы, чтобы исправить данный недостаток я распечатал модернизированный держатель, катушка помещается отлично
Новый боуден экструдер позволяет печатать новыми видами пластика резино-подобными как пример (чехлы для телефона)
Чтобы корректно работал новый боуден экструдер, необходимо ОБЯЗАТЕЛЬНО после его установки перепрошить принтер на новую прошивку, скачать ее можно с сайта производителя
Итог:Возможность печатать новыми видами пластика
Замена Ultabase повехрности на бороселикатное стекло
Итог: Улучшение качества дна
Драйвер шагового двигателя TMC2208
Цель — снижение шума от шаговых двигателей, путём повышения частоты микрошагов с 16 до 256 в чипе драйвера.
Установил, шум при печати ушёл (до этого звук был как у матричного принтера на минималках) сейчас абсолютная тишина, только звук вентилятора, заменю их на Noctua
Появилась проблема информация чуть ниже
После замены 5-и драйверов шаговых двигателей, обнаружил ухудшение печати на тестовой модели, выяснил что на качество печати влияет шаговый двигатель на E0-подача филамента, измерил vref на родном драйвере, он был равен 1.02, выставил на TMC2208 1.02 (качество в общем хорошее, но на деталях явно хуже) перебрал значения vref на E0: 0.85, 0.90, 1.00, 1.01, 102, 105, 106, 110, 120, 140 в итоге так и не смог приблизится с ним по качеству родного шагового двигателя, поэтому после двух дней печати тестовых моделей и подбора vref вернулся на родной шаговый двигатель на E0, на остальных оставил TMC2208
Итог: Уменьшение шума при печати
Подшипники igus RJ4Jp01
Подшипники получил но скорей всего не буду их ставить, вычитал что они деформируются (даже если для них печатать крепление) из за того что они «пластмассовые» , поэтому пока в раздумьях и смотрю на другую версию
Итог: выбросил деньги 🙂
Замена Нагревательного блока
Родной нагревательный блок начинал чудить на температуре 240 градусов, принтер не начинал печать, серфинг температуры -5 градусов, все из за того что в нагревательном блок очень плохо закреплен сам нагреватель, винт для закрепления проворачивается, в комплекте было два нагревательных блока от производителя, проблема имеет быть на всех родных версиях, поэтому приобрел в ближайшем магазине отдельно нагревательный блок и вкрутил его вместо старого, провода перепаял под разъемы.
Проблема решена. Серфинг отсуствует, печать начинается без задержек
Итог:отсутствует серфинг температуры
Замена вентилятора на блоке питания и на драйверах
Зачем? В первую очередь для снижения шума, самый большой шум был у вентилятора который стоял на охлаждение драйверов
1) Корпус для охлаждения БП
2) Корпус для охлаждения драйверов
Итог: шум отсутствует от блока питания и охлаждения драйверов, самый большой шум теперь от кулера охлаждения радиатора экструдера, предстоит заменить
Печатая уже долгое время, более года, в одно время часто встречались проблемы с экструзией. Неравномерная временами экструзия или щелчки проскальзывания податчика прутка. Причем при печати очень редко, но при смене пластика постоянно, прогоняя пластик штатным функционалом принтера. Это заметно не только из-за щелчков, но и по толщине выходной нити, так как я помню, в самом начале использования принтера, она была толще.
Замена сопел или решала эти проблемы, но не на долго или не решала вовсе.
В печати мелкие неурядицы не мешали, но в один день захотелось еще лучшего качества и я решил полностью перебрать всю систему хотенда.
К этому времени я уже был знаком с такими понятиями, как термические пробки, воздушные пробки, но все это было «на бумаге».
Переборка
Для начала принтер надо разместить на каком-нибудь открытом месте, что бы к нему был простой доступ. Крутить предстоит не мало и с разных сторон. Голову поднять примерно на середину, так проще снимать ее части.
Открутить с задней стороны головы два болта снизу (верхние не участвуют в этой работе).
Открутить два болта с верхней части головы.
Запомнить или пометить все коннекторы, что куда подключается. Я отмечал только один из двух коннекторов вентиляторов маркером, так как остальные были логичны.
И так, крышка снята. Разбираем дальше. Если никогда не трогалась трубка и сам радиатор хотенда, то, скорее всего, на фиксаторе трубки стяжка. Удаляем ее (потом можно затянуть новой 2.5мм стяжкой).
Обратимся теперь к противоположному фиксатору трубки, т.к. с его начать будет проще, в виду того, что вынуть трубку из радиатора скорее всего будет ложно. Вжимаем пластиковое кольцо фиксатора и удерживая его, вынимаем трубку.
Теперь необходимо открутить сам радиатор от головы. Выкручиваем 4 длинных винта на верхней ее части.
И так, как с обратной стороны трубка уже снята, вытягиваем весь хотенд вместе с трубкой.
Опять же, в виду возможных проблем с трубкой, начнем разбирать снизу.
Перед снятием сопла, лучше его нагреть и так как я его собирался менять, то сделал это зажигалкой. Выкручиваем сопло. И снимаем нагревочный блок. В радиаторе остается только горло.
Теперь вожмем крепление трубки, так же, как с её обратной стороны и пробуем вынуть трубку. Если получилось, то отлично, если нет, то с большой долей вероятности она прикипела к горлу. В этом случае надо зафиксировать радиатор и пробовать крутить горло. Это можно делать двумя плоскогубцами.
Если вместе с горлом крутиться и трубка, то это оно. Скорее всего трубка отлипнет от горла при его вращении и, выкрутив горло, можно опять нажать на крепление и вынуть трубку.
Вот пример того, как выглядела трубка после двух лет работы, которая никогда не трогалась. Менялись лишь сопла.


Видно, как подгорел её конец, как выходил пластик за её пределы. Эта же субстанция была и в радиаторе и в горле. Диаметр трубки сужен, трение большое. Картина ужасная.
Так располагается трубка внутри (грязная выше крепления это вынимал через низ):
Чистка
Что бы все это очистить мне понадобилось:
- Сверло по дереву на 4
- Ацетон
- Пара ватных палок
- Зажигалка-автоген
Для начала прокалил горло автогенкой, вычистил сверлом оставшиеся ошмётки и положил в герметично закрывающуюся ёмкость с ацетоном.
Радиатор хорошо прогрел автогенкой внутри, прям в отверстие, но без фанатизма. Вычистил сверлом и в туже ёмкость.
Пока все это отмокает, подготовил новую трубку. Она была в запасе.
В такой же «смоле» было даже крепление трубки, вот до куда догнало эту жижу, но крепление чистим руками.
Через какое-то время ацетон становится коричневого цвета, отделяются шматки из отверстий, поболтав там детали вынимаем. Остатки прочищаем ватными палками и запчасть как новая.
Хорошо прочистите горло от каких либо загрязнений, так как туда будет плотно вставляться трубка и мусор может попасть в сопло!
Отдельно хотелось бы показать, что такое пробка. Вот такой сгусток образуется, если трубка не зашла до конца в горло или вылезла из него. При этом пластик застывает и проталкивание прутка становится почти невозможным и мы получаем проскальзывание податчика.
Сборка
- Вжимаем фиксатор для трубки на радиаторе и просовываем трубку сильно дальше, сантиметров на 10.
- Надеваем горло на вынутую трубку и хорошенько вкручиваем его в радиатор.
- Нажимаем фиксатор трубки сверху и вынимаем ее обратно, но в горле должна остаться торчать трубка буквально на 1мм. Это важно.
- Берем эту конструкцию, упираем этим концом торчащей трубки во что-то ровное и плоское и вжимаем трубку. (даже если останется торчать прям милипусечка — норм!) Этим действием мы вгрызаем трубку в фиксирующие лепестки фиксатора, что предотвратит потом пробки.
- Накручиваем нагревательный блок до места, где на горле нет резьбы.
- Накручиваем сопло. НЕ ЗАТЯГИВАЕМ.
- Можно одеть конструкцию на голову.
- Греем сопло до рабочей температуры и затягиваем. Сопло подожмет трубку, если осталась торчать.
Осталось только надеть вентиляторы и соединить коннекторы.
Результат
Результатом стало то, что принтер стал печатать, как из коробки. Щелчки пропали, выдавливание стало таким же уверенным и ровным при смене катушки.
Используемые источники:
- https://sprut.ai/client/blog/735
- https://mc-dos.ru/ochistka-ekstrudera-anycubic-i3-mega/


 Печать Нейлоном (Nylon) на холодном столе 3D принтера
Печать Нейлоном (Nylon) на холодном столе 3D принтера Инструкция по настройке DECT IP-телефона Gigaset A540IP
Инструкция по настройке DECT IP-телефона Gigaset A540IP Как распечатать в Word
Как распечатать в Word МФУ струйное HP Ink Tank 315 цвет чёрный инструкции
МФУ струйное HP Ink Tank 315 цвет чёрный инструкции