Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Выставляем правильный расход газа
Присадочный пруток. Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
 Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса
Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса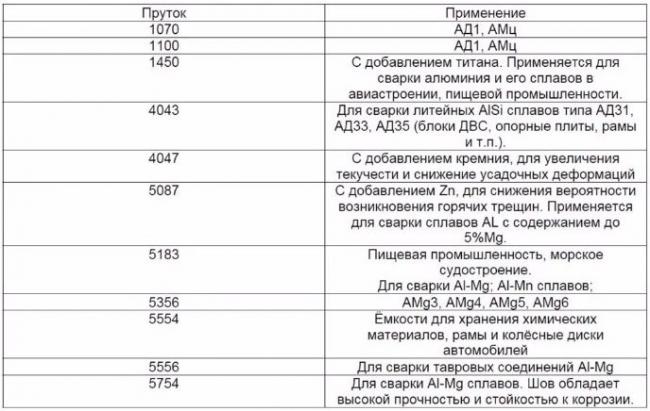
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойВыступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.
 Как я научился варить сварочным инвертором: личный опыт
Как я научился варить сварочным инвертором: личный опыт
3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

Или, обезжириватели:
- ацетон;
- спирт;
- специальные очистители.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Подавайте пруток на кончик сварочной ванны
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
Видео:
P.S. Вот такая получилась пошаговая для новичков инструкция. Поверьте, аргонно дуговая сварка алюминия в домашних условиях выручит вас много раз. Удачи в освоение метода!
Аргонная сварка TIG
Краткое описание переключателей и регуляторов
на аппаратах аргонодуговой сварки (TIG/MMA) Mitech AC/DC
Переключатели режимов сварки:
Включение импульсного режима сварки
Переключатель в нижнем положении – импульсный режим выключен.
Переключатель в верхнем положении – импульсный режим включен.
Рекомендация: импульсный режим может использоваться как при сварке постоянным (DC), так и переменным (AC) током.
Переключатель режима сварки AC/DC
AC – сварка переменным током. Используется для сварки алюминия и его сплавов.
DC – сварка постоянным током. Применяется для сварки нержавеющей стали, цветных металлов, титана, меди и т.д.
Переключатель метода сварки TIG/MMA
TIG – сварка неплавящемся вольфрамовым электродом в среде защитного газа.
MMA – ручная дуговая сварка штучным электродом с покрытием. Сила сварочного тока настраивается с помощью регулятора BaseCurrent.
Рекомендация: сварку методом MMA производить постоянным током (DC), импульсный режим должен быть выключен.
Регуляторы верхний ряд:
PreFlow (Предварительная продувка защитным газом)
Используется для настройки длительности подачи защитного газа (аргона) перед зажиганием дуги. Позволяет вытеснить воздух из горелки и создать защитную среду в месте сварки до зажигания дуги.
Рекомендация: устанавливать на максимальное значение.
BaseCurrent (Основной “базовый” ток)
Если импульсный режим выключен: Используется для настройки высоты сварочного тока.
Если импульсный режим включен: Используется для настройки высоты “базового” тока, охлаждающего сварочную ванну.
PeakCurrent (Импульсный “пиковый” ток)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки высоты импульсного “пикового” тока, разогревающего сварочную ванну.
Down Slope(Спад “угасание” дуги)
Используется для настройки длительности плавного снижения сварочного тока, “угасания дуги”, в конце сварки. Помогает избежать образования “кратера” и деформаций в конце сварочного шва.
Рекомендация: Функция плавного снижения сварочного тока может так же применяться для более точного управления тепловложением во время сварочного процесса, с использованием так называемого “ручного импульса” (отпустил — нажал — отпустил — нажал) – с помощью увеличения или уменьшения длительности промежутка времени между нажатиями на кнопку горелки во время снижения силы сварочного тока.
Регуляторы нижний ряд:
PulseWidth (Длительность “ширина” импульсного тока)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для регулировки пропорции (соотношения) длительности “пикового” и “базового” тока
PulseFreq (Частота импульса)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки частоты импульса.
Низкая частота пульсации облегчает управление сварочной ванной и улучшает контроль за тепловложением – удобна при сварке тонколистового металла или при выполнении вертикальных швов.
Высокая частота пульсации фокусирует и стабилизирует дугу, уменьшает ширину сварочного шва и увеличивает глубину провара.
PostGas(Продувка защитным газом после сварки)
Используется для настройки длительности подачи защитного газа (аргона) после затухания дуги. Такая продувка необходима для защиты и охлаждения остывающего сварочного шва и вольфрамового электрода.
Рекомендация: устанавливать на максимальное значение.
ClearWidth (Регулировка длительности положительной полуволны переменного тока “баланс полярности”)
Используется только в режиме ACсварки (сварка переменным током). Управляет очистительным действием дуги за счет регулировки пропорции (соотношения) длительности “положительных” и “отрицательных” полуволн переменного тока. Настройка баланса полуволн должна выполняться в зависимости от степени окисления и толщины оксидной пленки свариваемого металла.
20-50% – дуга с небольшим очищающим действием, глубокое проплавление, малая тепловая нагрузка на вольфрамовый электрод, более узкий шов.
50-80% – дуга с увеличенным очищающим действием, неглубокое проплавление, большая тепловая нагрузка на вольфрамовый электрод, более широкий шов.
Рекомендация: устанавливать на значение 35-40%.
Используемые источники:
- https://plavitmetall.ru/svarka/alyuminiya-argonom-dlya-nachinayushhih.html
- https://rdm.by/opisanie-i-nastrojka-tig-ac-dc


 Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников
Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников Как настроить сварочный ток и выбрать диаметр электрода?
Как настроить сварочный ток и выбрать диаметр электрода? Как новичку выбрать силу сварочного тока. Простая инструкция.
Как новичку выбрать силу сварочного тока. Простая инструкция. Выбираем сварочные полуавтоматы Aurora
Выбираем сварочные полуавтоматы Aurora