Содержание
- 1 Какие регулировки имеет сварочный полуавтомат?
- 2 Настройка потока защитного газа
- 3 Какой газ использовать?
- 4 Настройка напряжения сварочного полуавтомата
- 5 Настройка скорости подачи проволоки
- 6 Полярность при сварке полуавтоматом
- 7 Вылет проволоки
- 8 Положение наконечника горелки относительно сопла
- 9 Начало работы сварочным полуавтоматом
- 10 Примеры сварочных швов с разными настройками напряжения
- 11 Возможные проблемы при сварке
- 12 Особенности
- 13 Обзор моделей
- 14 Сравнение с аппаратами «Сварог»
- 15 Критерии выбора
- 16 Как настроить?

Раздел сайта посвящён практическим аспектам работы со сварочными полуавтоматами Aurora PRO. Ролики с официального канала компании -В AuroraOnlineChannel, прежде всего, адресованы начинающим сварщикам и любителям, однако, обучающее видео по сварке может пригодиться и профессионалам.В Здесь представлен общий список видео, посвящёных исключительно практической работе. Видео-обзоры, презентации, тесты, сравнения вы можете найти на страничке конкретного товара и на нашем канале.
 В В В Сварка полуавтоматом для чайников. Часть 1
В В В Сварка полуавтоматом для чайников. Часть 1
Преимущества сварки полуавтоматом;В Что нужно для MIG-MAG сварки;В Выбор сварочной проволоки;В Источник сварочного тока (Overman 180);В Выбор газа для сварки полуавтоматом;В Сварка флюсовой проволокой без газа (NO GAS);В Углекислота или смесь? Порядок подготовки и подключения полуавтомата;В Подключение п/а горелки и массы;В Зарядка проволоки;В Правильное положение подающего ролика;В Усилие прижимного ролика;В Регулировка механизма торможения п/а; Настройка рабочего давления газа;В Протяжка проволоки:В Подбор и установка наконечника
В
 В В В Сварка полуавтоматом для чайников. Часть 2В
В В В Сварка полуавтоматом для чайников. Часть 2В
Ручки регулировки;В Потенциометр сварочного напряжения;В Ручка регулировки силы тока/скорости подачи проволоки;В Переключатель скорости подачи проволоки, положения кнопки в зависимости от диаметра сварочной проволоки;В Ручка регулировки индуктивности. Изменение жёсткости дуги, формы валика и глубины провара;В Как держать горелку полуавтомата?;В Сварка «углом вперёд» и «углом назад»;В Таблица соотношения толщины металла со сварочным напряжением и скоростью подачи;В Подготовка к сварке. Нижнее положение;В Настройка сварочного режима для металла 1.5-2мм; Настройка скорости подачи проволоки и т.д.В
В
 В В В Сварка полуавтоматом для чайников. Часть 3В
В В В Сварка полуавтоматом для чайников. Часть 3В
Подготовка металла к сварке;В Кромки и фаски;В Техника сварки полуавтоматом, движение горелки при сварке толстого металла;В Зазор для сварки в стык;В Значения зазоров для разных пространственных положений сварки;В Сварка в стык, нижнее положение;В Тавровое соединение, настройки;В Правила работы с толстым металлом, способы качественной сварки;В Катет углового шва;В Вертикальный шов углового соединения, настройки и тонкости сварки;В Наиболее распространённые ошибки при сварке и их причины;В Подрез;В Поры;В Прожёг;В Наплыв;В Непровар;В
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойВ
В
 В В В Сварка кузовного металла полуавтоматом SPEEDWAY 175В
В В В Сварка кузовного металла полуавтоматом SPEEDWAY 175В
Экспресс урок посвящён сварке тонкого металла при помощи полуавтомата AuroraPRO SPEEDWAY 175.Тонкости работы с кузовным «железом»;В Выбор проволоки и газа;В Настройка полуавтомата для работы с тонким металлом; Металл 0.8-1.0 мм, сварочная проволока 0.8 мм
В
 В В В Сварка автомобильной «жестянки» полуавтоматами OVERMAN (160/180/200)
В В В Сварка автомобильной «жестянки» полуавтоматами OVERMAN (160/180/200)
Урок посвящён сварке тонкого металла при помощи полуавтомата AuroraPRO OVERMAN 160.В равной степени настройки полуавтомата относятся и к старшим моделям OVERMAN 180 и Оверман 200.В видео: Тонкости работы с кузовным «железом»;В Выбор проволоки и газа, ;В Настройка аппарата для работы с тонким металлом. Металл 0.8-1.0 мм, сварочная проволока 0.8 мм
В
В
 Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников
Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников В В В Установка маленькой бобины проволоки на OVERMAN (160/180/200) и SPEEDWAY 175 В
В В В Установка маленькой бобины проволоки на OVERMAN (160/180/200) и SPEEDWAY 175 В
Сварочный экспресс-урок отвечает на часто задаваемый покупателями техники Аврора ПРО вопрос: -В«Как установить маленькую катушку проволоки (D100) масcой 500-1000г. на аппараты Aurora PRO рассчитанные на работу с 5 килограммовой катушкой (D200)?В» В видео подробно рассказано как с помощью подручных средств установить килограммовую катушку на место штатного подкатушечника OVERMAN 160, OVERMAN 180, OVERMAN 200 и SPEEDWAY 175.
 В В В Ролик под проволоку 0.6мм для OVERMAN 160/180/200
В В В Ролик под проволоку 0.6мм для OVERMAN 160/180/200
Покупатели часто спрашивают нас: -В«Где можно приобрести ролики подачи для полуавтоматов линейки OVERMAN под проволоку 0.6ммВ».Поскольку ролики данного калибра в Россию не поставляются, мы решили попытаться использовать для работы ролик от аппарата В SPEEDWAY 175.В По посадочным размерам ролик совпадает со штатным, однако, для того, чтобы он встал соосно с механизмом подачи нужно будет использовать шайбы. Подробности в видео.В
В
В
 В В В Сварка порошковой самозащитной проволокой (без газа) OVERMAN (160/180/200) и SPEEDWAY 175
В В В Сварка порошковой самозащитной проволокой (без газа) OVERMAN (160/180/200) и SPEEDWAY 175
 В В В Полуавтоматическая сварка под контроль для аттестации НАКСВ
В В В Полуавтоматическая сварка под контроль для аттестации НАКСВ
В
 Как настроить сварочный полуавтомат
Как настроить сварочный полуавтоматВидео посвящёно тонкостям подготовки к аттестации НАКС.В ролике: Заготовки и сварочные приспособления;В ГОСТ 5264-80;В Сборка заготовок;В Зазор при сварке встык;В Настройки инвертора для сварки металла 12мм;В Выбор диаметра проволоки и защитного газа;В Подогрев металла перед сваркой;В Корневой проход;В Заполняющий проход;В Облицовочный проход;В Подготовка детали к дефектоскопии. В главных ролях: Евгений Е. и AuroraPRO SKYWAY 330 SYNERGICВ
В
 В В В Speedway 160. Ремонт порога Hyundai AccentВ
В В В Speedway 160. Ремонт порога Hyundai AccentВ
Speedway 160 разрабатывался инженерами как компактный и бюджетный полуавтомат, основной задачей которого является работа в автосервисах с металлами небольшой толщины. С помощью Спидвей 160, можно выполнять весь спектр работ связанных с ремонтом кузова, но конкретно сегодня – нужно заменить часть порога на Hyundai Accent, повреждённого ржавчиной.
В
 В В В Сварка алюминия полуавтоматом SPEEDWAY 160В
В В В Сварка алюминия полуавтоматом SPEEDWAY 160В
Ролик посвящён нюансам сварки алюминия с помощью синергетического полуавтоматаВ Aurora PRO SPEEDWAY 160
В
В
В
 В В В SPEEDWAY 160. Сварка порошковой самозащитной проволокойВ
В В В SPEEDWAY 160. Сварка порошковой самозащитной проволокойВ
Видео о работе синергетического полуавтомата SPEEDWAY 160В с порошковой самозащитной проволокой в режиме NO GAS.В
В
В
В

В В В SPEEDWAY 175. Алюминий — не вопрос. Смотри и запоминай
ПодготовкаВ SPEEDWAY 175, к работе с алюминием. Процесс и результат сварки.
В
В
В

В В В Сварка алюминия полуавтоматом OVERMAN 180 AuroraPROВ
Настройки полуавтоматаВ AuroraPRO OVERMAN 180 для сварки алюминия и другие тонкости.
В
В
В
В В В Настройка POLO 160 для сварки стали 1мм
Видео посвящено настройке аппарата AURORA POLO 160 для сварки потолочного, вертикального и шва в нижнем положении, сплошной проволокой и самозащиной проволокой NoGasВ
В
В
В
В В В Настройка POLO 160 для сварки стали 2мм
Речь в данном ролике пойдёт о сварке 2х-миллиметрового металла с помощью синергетического полуавтомата POLO 160.В
В
В
В
В В В Настройка POLO 160 для сварки стали 3мм
Очередная часть видео-ролика посвящённого настройкеВ POLO 160. В третьтей части наглядно показаны положения ручек аппарата для качественной сварки стали 3мм.В
В
В
В В В Настройка POLO 160 для сварки стали 4мм
Заключительная серия сварочного сериала оВ POLO 160, посвящена сварке 4х-миллиметрового металла во всех пространственных положениях. Настройки аппарата приведены для сплошной стальной и флюсовой самозащитной проволок.В
before—>
Приветствую Вас на блоге kuzov.info!
p, blockquote<dp>1,0,0,0,0—>
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
p, blockquote<dp>2,0,0,0,0—>
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
p, blockquote<dp>3,0,0,0,0—>
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
p, blockquote<dp>4,0,0,0,0—>
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
p, blockquote<dp>5,0,0,0,0—>
Содержание:
p, blockquote<dp>6,0,1,0,0—>
Какие регулировки имеет сварочный полуавтомат?
h2<dp>1,0,0,0,0—>
На полуавтомате три настройки:
p, blockquote<dp>7,0,0,0,0—>
- Напряжение (несколько режимов)
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
h2<dp>2,0,0,0,0—>
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
h2<dp>3,0,0,0,0—>
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
p, blockquote<dp>8,0,0,0,0—>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
h2<dp>4,0,0,0,0—>
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
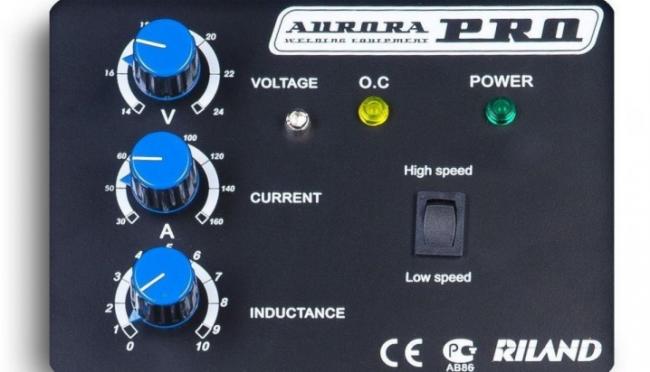
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
[adsp-pro‑3]
p, blockquote<dp>9,0,0,0,0—>
Настройка скорости подачи проволоки
h2<dp>5,0,0,0,0—>
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
p, blockquote<dp>10,0,0,0,0—>
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
Полярность при сварке полуавтоматом
h2<dp>6,0,0,0,0—>
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
p, blockquote<dp>11,0,0,0,0—>
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
p, blockquote<dp>12,0,0,0,0—>
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
p, blockquote<dp>13,1,0,0,0—>
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
p, blockquote<dp>14,0,0,0,0—>
Проволока для сварки
p, blockquote<dp>15,0,0,0,0—>
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
p, blockquote<dp>16,0,0,0,0—>
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
h2<dp>7,0,0,0,0—>
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
p, blockquote<dp>17,0,0,0,0—>
Положение наконечника горелки относительно сопла
h2<dp>8,0,0,0,0—>
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
h2<dp>9,0,0,0,0—>
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
p, blockquote<dp>18,0,0,0,0—>
[adsp-pro‑2]
p, blockquote<dp>19,0,0,1,0—>
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
p, blockquote<dp>20,0,0,0,0—>
Примеры сварочных швов с разными настройками напряжения
h2<dp>10,0,0,0,0—>
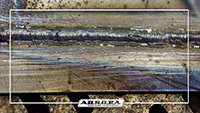
Напряжение определяет высоту и ширину сварочного шва.
p, blockquote<dp>21,0,0,0,0—>
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
p, blockquote<dp>22,0,0,0,0—>
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
p, blockquote<dp>23,0,0,0,0—>
p, blockquote<dp>24,0,0,0,0—>
Возможные проблемы при сварке
h2<dp>11,0,0,0,0—>
- Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
- Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
- Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
- Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
- Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
- Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
- Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
[adsp-pro‑4]
p, blockquote<dp>25,0,0,0,0—> p, blockquote<dp>26,0,0,0,1—>
Печатать статью
h3<dp>1,0,0,0,0—></dp>after—></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp> Содержание
Содержание
Сразу же после открытия металла появилась необходимость соединять отдельные металлические части между собой. Именно так появилась сварка, а за время существования человечества сварочные аппараты модернизировались. В результате появились сварочные полуавтоматы, а одними из популярных является продукция компании Aurora.



Особенности
Применение импульсного преобразователя дает возможность не только в значительной степени уменьшить габариты и массу оборудования для сварки, но и позволяет лучше справляться с характеристиками тока. Именно благодаря этому удается собирать сварочные устройства с множеством режимов, которые могут стабильно работать не только в полуавтоматическом виде, но и со штучными электродами.
Сварочные аппараты Aurora считаются одними из самых надежных и популярных на рынке. Отличительная черта устройств заключается в том, что платы покрываются при помощи лака, поэтому аппараты отлично справляются с влажной средой и не ломаются при этом. Кроме того, благодаря этому можно не переживать, что внутрь попадет абразивная пыль.
Еще одним достоинством аппаратов Aurora является возможность стабильно работать даже при серьезных перебоях напряжения, что выгодно выделяет продукцию компании на фоне конкурентов.

По словам компании-производителя, оборудование для сварки способно работать даже при резком падении напряжения до 140 В.
Продукция бренда также может похвастаться непревзойденной надежностью, которой удалось достичь благодаря применению схем с несколькими силовыми транзисторами. Это дает возможность существенно уменьшить нагрузку на все транзисторы и увеличить срок службы устройства.


Обзор моделей
Каталог Aurora включает в себя огромное количество моделей, которые отличаются своими техническими характеристиками и источником питания.

Инверторного типа
Одними из самых популярных и эффективных считаются сварочные аппараты инверторного типа.
Модель Aurora Pro Overman 200 представляет собой передовое устройство для качественной сварки с использованием присадочного материала. Среди отличительных характеристик аппарата можно выделить возможность настроить его под конкретные задачи, небольшие габариты и мобильность. Здесь предусмотрена возможность регулировки величины тока и индуктивности. Все это позволяет использовать Aurora Pro Overman 200 для работы как с легированными, так и с нержавеющими сталями, а также разного рода сплавами. Устройство также может похвастаться передовой панелью управления, которая состоит из 3-х регуляторов.
Диапазон настройки может изменяться в диапазоне от 40 до 200 ампер, благодаря чему можно обрабатывать как листовые заготовки, так и металлы с толстыми стенками.


Еще одной популярной моделью является Aurora Pro Overman 180, которая выполнена в однокорпусном исполнении. Устройство славится своей инверторной схемой управления, которая сделана на основе транзисторов последнего поколения. Аппарат может похвастаться возможностью смены полярности, благодаря чему можно выполнять сварку как порошковой, так и сплошной проволоки. Среди основных преимуществ стоит отметить однофазное питание аппарата, инновационную систему защиты от перегрузок и перегрева, благодаря чему Aurora Pro Overman 180 можно подключать даже к бытовой сети. При помощи инновационной панели управления можно регулировать индуктивность, что дает возможность управлять жесткостью сварочной дуги.



Синергетический
Одной из самых популярных синергетических моделей является Aurora POLO 160 – модель начального уровня, которая станет отличным решением для полуавтоматической сварки. Управление аппаратом происходит при помощи одной рукоятки, благодаря чему новичок может воплотить в реальность даже самые сложные проекты. Инновационная панель управления включает в себя регулировку режима сварки для обеспечения максимально оптимальной настройки. Кроме того, на панели можно управлять индуктивностью, чтобы добиться желаемой жесткости дуги. Отличительной чертой аппарата является микропроцессорное управление, гарантирующее высокую стабильность сварочной дуги и снижение брызг.

Индустриальные
Индустриальные сварочные аппараты представляют собой максимально производительные инверторные источники для полуавтоматической сварки.
Самой популярной моделью в данном сегменте является Aurora Pro Ultimate 500 Industrial, которая может похвастаться простой в настройке панелью управления, 4-тактным режимом работы горелки, а также переключателем смены полярности.
Силовая часть устройства была разработана на основе модульной технологии IGBT, благодаря чему можно не переживать за долговечность оборудования.

Аргоно-дуговой
Наиболее популярным аппаратом бренда для аргоно-дуговой сварки является Inter Tig 200 AC/DC Pulse. Благодаря своим преимуществам данная модель используется профессионалами для импульсной сварки. Здесь присутствуют все необходимые настройки, при помощи которых можно добиться максимального качества сварки стали и других металлов. Отличительной чертой устройства является возможность подключения пульта дистанционного управления, при помощи которого можно производить удаленные работы. Кроме того, модель способна стабильно работать даже при пониженном напряжении питающей сети. Стандартная комплектация включает в себя набор сварочных аксессуаров, что в значительной степени упрощает процесс использования аппарата. Сварка аргоном считается самой оперативной, поэтому активно применяется в профессиональной среде. Данный аргонный аппарат подойдет для сварки киоска, гаража и любого другого подобного объекта.



Сравнение с аппаратами «Сварог»
Сварочные аппараты Aurora вышли на мировой рынок позже, чем «Сварог», однако за это время успели занять серьезную нишу и доказать свою надежность.
Производством Aurora занимается специализированная компании на территории КНР по заказу фирмы из России.

Такие изделия отлично подходят для ручной дуговой сварки или полуавтоматического варианта. Оборудование каждого бренда имеет свои сильные стороны. Аппараты Aurora считаются лучше только в том случае, если будут использоваться:
- для применения в домашних условиях или на даче, а также при монтажных работах, так как отличаются небольшими габаритами и могут похвастаться мобильностью;
- для более тяжелой работы в различных условиях с дополнительным функционалом и опциями;
- для сварки на производстве или на строительной площадке.


Критерии выбора
Для того чтобы сварочные полуавтоматы Aurora могли в полной степени выполнять возложенные на них функции, стоит пристальное внимание уделить процессу выбора. Следует отметить, что большинство начинающих сварщиков обладают довольно слабыми представлениями о каких-то свойствах и особенностях полуавтоматической сварки.
Обычно обращают внимание только на скорость подачи проволоки и силу тока, хотя есть и не менее важные параметры.


В описании сварочного полуавтомата существует множество пунктов, на которые нужно обратить пристальное внимание.
- Коэффициент ПН – один из наиболее важных параметров, который обеспечивает запас прочности аппарата для сварки. Продолжительность включения представляет собой отношение времени работы ко времени охлаждения аппарата. Другими словами, из 10 минут работы только 6 минут занимает сварка, а остальное время уходит на охлаждение. Некоторые современные аппараты инверторного типа характеризуются 100% показателем ПВ, что говорит об их исключительной надежности и долговечности.
- Коэффициент мощности – параметр, без которого невозможно провести грамотное подключение аппарата для сварки. Дело в том, что, не приняв во внимание данный коэффициент, можно вызвать перегрузку аппарата.
- Контроль характеристики дуги – крайне полезная функция, которая редко встречается на полуавтоматах. Если сварка осуществляется на малом токе, то легче ставить жесткую ВАХ. Это обеспечивает более стабильную работу дуги, а вероятность угасания в значительной степени снижается.
- Наличие функции пост-газ. Учитывая тот факт, что основная задача активного газа заключается в защите металла в области сварки от влияния кислорода, подача газа должна проводиться еще некоторое время после разрыва дуги. Если же аппарат не предоставляет возможность контролировать время пост-газа, то лучше всего отдать предпочтение устройствам с большим значением. Потребление газа увеличится не сильно, а вот качество шва будет на должном уровне.
- Режим Hotstart. Он необходим для того, чтобы упростить розжиг дуги, немного увеличивая напряжение в момент касания детали. Дело в том, что полуавтоматы отличаются чувствительностью к загрязнению.
Как настроить?
Настройке сварочного полуавтомата Aurora следует уделить пристальное внимание, так как от этого зависит надежность и безопасность используемого устройства. Опытные сварщики могут устанавливать значения по своим предпочтениям, а вот любителям лучше всего пользоваться инструкцией производителя.
Важную роль в процессе сваривания играет скорость подачи газа. Современное газобаллонное оборудование оснащается надежными и комфортными редукторами, где указывается потребление в литрах.
Устанавливать определенное значение нужно в зависимости от толщины металла.
Настройка также предполагает работу с вольтажом. Благодаря этому параметру можно понять, сколько тепла будет отдано на работу в определенный момент. Вольтаж также напрямую зависит от толщины металла. Довольно сложно грамотно подобрать вольтаж, когда работа осуществляется с нестандартным металлом, или же предмет обладает особыми конструктивными особенностями.

Одним из наиболее важных параметров настройки полуавтомата Aurora является скорость, которая совмещается с силой тока. Это связано с тем, что оба параметра связаны между собой, и при увеличении скорости подачи также растет сила тока. Следует отметить, что в модельном ряду компании имеются некоторые профессиональные модели, которые отличаются возможностью отдельно регулировать ток на полуавтомате.

Профессиональные сварочные аппараты Aurora предусматривают также возможность дополнительной настройки, которая включает в себя некоторые параметры.
- Индуктивность – одна из самых популярных функций, благодаря которой можно управлять жесткостью дуги, а также менять характеристики сварного шва. Благодаря этому при небольшой индуктивности довольно сильно падает температура дуги, а также глубина проплавления, а шов выходит более выпуклым. При помощи такой настройки удается сварить максимально тонкие детали, а также металлы, которые не могут похвастаться своей стойкостью к перегреву.
- Возможность менять скорость подачи проволоки, что обеспечивает более щадящую работу с металлом.

Таким образом, сварочные полуавтоматы Aurora отличаются высоким качеством, надежностью и доступной ценой. Пристальное внимание следует уделить процессу выбора, ведь только грамотно подобранный аппарат способен в полной степени справиться с поставленными перед ним задачами. Если правильно выбрать сварочный полуавтомат, то сварка будет простой и быстрой даже для новичка. Каждая модель бренда может похвастаться интуитивно понятной панелью управления, что в значительной степени упрощает процесс использования. Продукция компании для электросварки сделана из нержавейки и алюминия, включает в себя мощный инвертор и надежный корпус.

Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта и Aurora в видео ниже.
Используемые источники:
- https://aurora-online.ru/svarochnaia-masterskaia-mig-mag/
- https://kuzov.info/kak-nastroit-svarochnyy-poluavtomat/
- https://stroy-podskazka.ru/svarochnyj-apparat/poluavtomaty-aurora/

 Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Как правильно варить сварочным полуавтоматом. Пособие для «чайников». Настройка параметров сварочного полуавтомата
Настройка параметров сварочного полуавтомата Углекислотный редуктор давления. Регулировка подачи защитного газа
Углекислотный редуктор давления. Регулировка подачи защитного газа Как правильно варить толстые заготовки при помощи полуавтомата? Технологические особенности
Как правильно варить толстые заготовки при помощи полуавтомата? Технологические особенности