Содержание
- 1 Сварка полуавтоматом
- 2 Сварка полуавтомат конструкция и принцип работы
- 3 Сварочный полуавтомат инвертор
- 4 Принцип работы инверторного сварочного полуавтомата
- 5 Сварочный полуавтомат без газа
- 6 Сварка полуавтоматом без газа
- 7 Конструкция и принцип работы полуавтоматического сварочного автомата
- 8 Технология сварки полуавтоматом без газа
- 9 Процесс сварки полуавтоматом без газа
- 10 Достоинства и недостатки сварки полуавтоматом без газа
- 11 Особенности метода
- 12 Настройка оборудования
- 13 Техника сваривания
- 14 Работа со сварочным инвертором
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
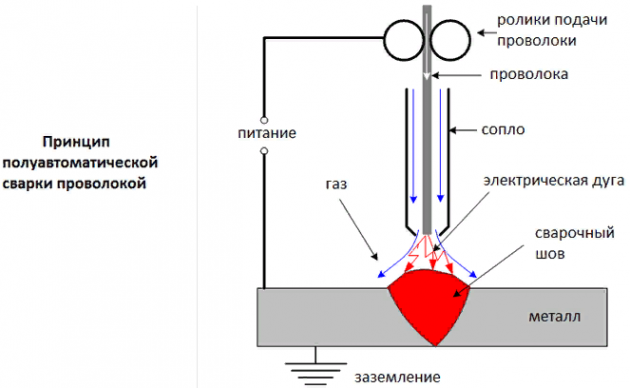
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
 Как быстро научиться варить сварочным инвертором
Как быстро научиться варить сварочным инверторомЭлектрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
 полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении; соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении; соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
 Активация форсажа дуги на сварочном инверторе - зачем использовать и как правильно это делать
Активация форсажа дуги на сварочном инверторе - зачем использовать и как правильно это делатьСварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.

Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтомат
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
 Как настроить газовую колонку нева 4511
Как настроить газовую колонку нева 4511Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
 Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
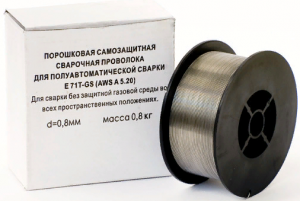
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.

Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
На сегодняшний день проведение сварочных работ доступно не только профессионалам, но и сварщикам-любителям. Опытные мастера для применения в быту рекомендуют использовать сварку полуавтоматом без газа. При этой технологии производится сварка на электродной проволоке, заполненной особым составом – флюсом. Порошковый флюс, сгорая, обеспечивает необходимый жар для создания сварочного шва, образуя при этом газовое облако для защиты зоны расплава.
Конструкция и принцип работы полуавтоматического сварочного автомата
Принцип работы полуавтоматического сварочного аппарата заключается в генерировании электрической дуги для преобразования энергии электричества в тепловую. Подача в зону расплава проволоки, являющейся мобильным плавящимся электродом, осуществляется автоматически, с постоянной скоростью. Перемещение горелки осуществляется вручную.
В состав аппарата входят:
 Отличается полуавтоматический сварочный аппарат от ручного наличием механизированной подачи проволоки для сварки
Отличается полуавтоматический сварочный аппарат от ручного наличием механизированной подачи проволоки для сварки
- источник тока;
- узел управления;
- механический блок подачи электрода;
- бобина с проволочным электродом;
- трубопровод для подачи проволоки;
- сварочная горелка-«пистолет»;
- гибкие шланги;
- электрический провод цепи управления;
- управляющая панель.
Самой высокой производительностью обладает современный инверторный сварочный аппарат, отличающийся высокими эргономическими параметрами, быстрым розжигом электрической дуги и высокой скоростью создания прочных соединений.
 Режимы полуавтоматической сварки
Режимы полуавтоматической сварки
При проведении сварки полуавтоматом необходимо изолировать создаваемое соединение от внешней среды. Если расплавленный металл контактирует с окружающим воздухом, то кислород и азот вступают в реакцию с металлом, снижая прочность шва. Для изоляции применяется защитный газ. На сегодняшний день есть два способа проведения сварки полуавтоматом, с разными вариантами защиты шва: с применением газовой среды или специального флюса.
При первом способе предохраняющий инертный или активный газ подается через сопло горелки от специально подключенного баллона с газом. При этой технологии в качестве электрода применяется омедненная сварочная проволока заданного сечения.
При проведении сварки полуавтоматом без газа предохраняющий газовый слой образуется при сгорании порошкового флюса, которым заполнена специальная проволока, используемая в качестве плавящегося электрода.
Технология сварки полуавтоматом без газа
Именно использование флюсовой (порошковой, защитной) проволоки дает возможность получать качественные сварочные швы, не используя газовые баллоны. Она представляет собой полую трубку из стали диаметром 0.8-2 мм, полость которой заполнена специальным флюсом с добавками.
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:
 Флюсовая проволока для полуавтоматической сварки без газа
Флюсовая проволока для полуавтоматической сварки без газа
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
Процесс сварки полуавтоматом без газа
Для получения качественного сварочного шва необходим опыт работы и точное соблюдение алгоритма действий. Перед началом работы необходимо принять защитные меры. Вокруг рабочего места обеспечивается 10-тиметровая рабочая зона, в которой отсутствуют любые легковоспламеняющиеся и взрывоопасные предметы. Доступ в зону посторонних лиц должен быть исключен.
Для настройки оборудования необходимо:
 Схема сварки полуавтоматом без газа
Схема сварки полуавтоматом без газа
- установить значение тока для сварки в зависимости от толщины свариваемой заготовки (согласно инструкции производителя);
- настроить оптимальный режим подачи проволочного электрода – шестерни должны равномерно проворачивать проволоку, не повреждая ее;
- переключить полярность тока на прямую;
- включить прокручивание проволоки «Вперед», открыть заслонку для флюса, надавить кнопку «Пуск», одновременно чиркнув электродом;
- провести сварку на пробной заготовке, если нужно – внести изменения;
- при стабильной дуге и равномерном движении проволоки можно начинать процесс сварки.
Процесс начинают с верхней части шва, ведя «пистолет» сверху вниз. Т. к. жар от сгорания флюса распространяется вверх, такая траектория позволяет удержать температуру в сварочной ванне. Перемещать горелку следует плавно, но достаточно быстро, чтобы не допустить образования капель расплава. Необходимо контролировать наклон «пистолета» — слегка кверху.
Достоинства и недостатки сварки полуавтоматом без газа
Применение сварки полуавтоматом без газа, в сравнении с традиционной технологией в среде инертного или активного газа, поступающего из баллона, имеет как плюсы, так и минусы. К достоинствам можно отнести:
- мобильность оборудования – не нужен громоздкий газовый баллон и дополнительные шланги;
- отсутствие необходимости постоянной дозаправки баллона и связанных с этим экономических затрат;
- возможность формирования более аккуратного шва;
- возможность прямого наблюдения за процессом сварки (сквозь защитную маску);
- способность влиять на параметры дуги и химическую структуру шва путем использования флюса с разным наполнением.
Из недостатков сварки полуавтоматом без газа опытные сварщики отмечают:
- значительную цену проволочного электрода с флюсом;
- необходимость щадящей эксплуатации проволоки из-за ее хрупкости;
- сложность выбора оптимального режима сварки – он определяется химическим составом флюса;
- необходимость очистки шва от шлака;
- необходимость наличия у сварочного полуавтомата возможности изменения полярности.
 Одним из самых перспективных направлений в этой области считается сварка полуавтоматом без газа
Одним из самых перспективных направлений в этой области считается сварка полуавтоматом без газа
Несмотря на имеющиеся минусы, сварка полуавтоматом без газа признана оптимальным вариантом для бытового применения при ограниченных объемах работ. Это лучший выбор и по цене расходуемых материалов, и по удобству работы с оборудованием.
Сварка полуавтоматом без газа в домашних условиях очень популярна. Необходимое оборудование, качественное и недорогое, легко найти в специализированных магазинах. Отсутствие громоздкого баллона с газом делает процесс сварки значительно удобней, а качество работ остается высоким. Но начинающему сварщику необходимо учитывать высокую стоимость флюсовой проволоки и получить предварительную консультацию опытного специалиста.
Видео по теме: Сварка порошковой проволокой без газа
Стандартная сварочный полуавтомат без газа – это вид классического электродугового оборудования, при котором в качестве защитной присадки используется специальная проволока для сварки.
Наполненное флюсом или порошковым составом проволочное изделие подается к месту обработки (в сварочную головку) с постоянной скоростью посредством специального механизма.

Особенности метода
Добавки, которые используют при сварке без газа, позволяют понизить диаметр проволоки до 0,8-2-х мм, и на малых токах получать требуемую степень расплавления металла.
Посредством этого метода удаётся получить качественные и надёжные швы при сплавлении изделий любой толщины, а также существенно повысить эффективность работы полуавтомата.
Полуавтоматическая сварка металлических заготовок без защитного газа обеспечивает целый ряд преимуществ, основными из которых являются:
- избавление от необходимости переносить тяжёлые баллоны;
- существенная экономия на смесях газов, заправка которых стоит немалых денег;
- разнообразие способов формирования присадочных составов (использование флюса, порошка и подобных им наполнителей);
- возможность контроля места сварочной разделки непосредственно через маску.
При сварке металлов полуавтоматом без газовых смесей некоторым профессионалам удаётся вырабатывать от 20-ти до 40 метров соединительных «ниток» в час.
К особенностям сварки полуавтоматом следует отнести применение таких заменяющих газ атрибутов, как проволочные расходные материалы.
Проволока производится в виде тонкой стальной трубки, диаметр которой выбирается порядка 0,8 мм (аналогично свариванию в й среде газа). Внутренние её полости заполняются специальным порошковым флюсом, по своему составу напоминающим обмазку типовых электродов.
По ходу сварного процесса с помощью полуавтомата при сильном нагревании заполняющий состав полностью сгорает. В результате в образовавшейся ванне появляется облако газа, надёжно защищающее от доступа кислорода.
Настройка оборудования
Качественная подготовка к процессу сварки без газа предполагает специальную настройку оборудования. Согласно требованиям нормативной документации для этого необходимо будет установить на полуавтомате значение сварочного тока, соответствующее толщине сплавляемых металлических заготовок.
В прилагаемой к полуавтомату инструкции должны указываться рабочие соотношения этих величин. Важно их учитывать, поскольку при заниженном значении тока качество обработки заготовок может ухудшиться, а при завышенном можно прожечь деталь.
Затем надо настроить т-режим подачи проволоки (скорость её перемещения устанавливается комплектом из нескольких сменных шестерён).
Желательно протестировать правильность настройки полуавтомата и выбора режимов его работы на ненужном пробном изделии, при необходимости провести корректировку.
Для сварки надо установить ручку переключателя подачи в позицию «Вперед», а затем заполнить флюсовую воронку.
Надо выставить вылет держателя с таким расчётом, чтобы наконечник располагался в зоне сварки. Затем перевести заслонку воронки с флюсом в открытое положение и нажать «Пуск», одновременно с этим кратковременно проводя электродом по свариваемому месту.
После того, как появится устойчивая дуга, можно будет переходить непосредственно к процессу сварки. Настроенный согласно рекомендациям полуавтомат обеспечит устойчивую электрическую дугу без защиты газа и подачу в зону горения необходимой порции флюса.
Техника сваривания
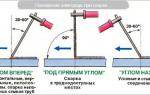
 Перед началом сварки заготовок полуавтоматом без газа (без углекислоты, в частности) всегда следует помнить о том, что при наплавлении вертикальных швов пары сгораемого флюса поднимаются кверху.
Перед началом сварки заготовок полуавтоматом без газа (без углекислоты, в частности) всегда следует помнить о том, что при наплавлении вертикальных швов пары сгораемого флюса поднимаются кверху.
В этом случае шов удобнее всего начинать с верхней части заготовки, что особенно важно при работке с тонкими металлическими листами.
В процессе работ полуавтоматом рукоятку горелки необходимо держать под небольшим наклоном кверху, поскольку в этом положении удобнее будет удерживать сварочную ванну на месте её формирования.
Вдоль образуемого соединения горелка должна перемещаться достаточно быстро, не допуская образования капель расплавленного металла. При этом сама проволока всегда подаётся к переднему срезу сварочной ванны.
Рассматриваемый вид сварки полуавтоматом без газа чем-то напоминает работу с обычным электродом, по ходу которой шлак иногда затекает в расплавленную ванну.
По аналогии с ним в этом случае поверх получившегося шва сварщикам нередко приходится делать ещё один, но только после того, как предыдущий будет очищен от шлаков.
Используемая при сварке без газа порошковая проволока достаточно мягка, так что при обращении и работе с ней недопустимы резкие перегибы шланга.
Применять при сварке полуавтоматом без газа обычную проволоку категорически запрещено, поскольку это может привести к образованию некачественного шва (с неровностями и пустотами). К тому же будет наблюдаться её перерасход, связанный с бесполезным испарением защитного покрытия.
Работа со сварочным инвертором
Инверторный способ сварки без газов лишь в некоторых деталях отличается от общепринятого. При его реализации самое главное – это правильно выставить сварочный ток и выбрать соответствующий условиям сварки электрод (оптимальный размер – 2…5 мм).
 Как и при работе с полуавтоматом ток выбирают с учётом толщины обрабатываемого материала, а электрод подносится к месту соединения металлов очень плавно. Последнее требование исключает возможность его залипания и перегрузки агрегата.
Как и при работе с полуавтоматом ток выбирают с учётом толщины обрабатываемого материала, а электрод подносится к месту соединения металлов очень плавно. Последнее требование исключает возможность его залипания и перегрузки агрегата.
Для поджигания дуги электрод располагают по отношению к обрабатываемой поверхности под небольшим углом, а затем слегка касаются её с последующим отрывом. После появления дуги электрод следует держать на определённом удалении от линии сварки, примерно равном его диаметру.
Из описания следует, что сварку инвертором без защитного газа нельзя назвать оригинальной, однако в этом случае очень важна величина дугового зазора, образуемого между электродом и металлом.
В том случае, если выдерживать требуемый зазор не удаётся – даже при наличии флюса шов всё равно получается слишком выпуклым (в местах сплавления металл не успевает прогреться). При слишком большом зазоре возможна неустойчивая дуга, что также сказывается на качестве шва (он может получиться неровным).
Ещё в большей степени качество сварки без газа зависит от правильно выбранной полярности подключения питающих проводов, которые при работе с инвертором минусом подсоединяют на держалку, а плюсом (массой) – непосредственно к заготовке. Такое подключение принято называть «прямым».
Немаловажна при работе с полуавтоматом или инвертором организация рабочего места сварщика, в пределах которого размещается оборудование и все вспомогательные приспособления для сварки без газа.
Прежде всего, необходимо побеспокоиться о создании десятиметровой защитной зоны, образуемой вокруг рабочего места и исключающей попадание в неё посторонних. Помимо этого следует предпринять специальные меры по удалению из этой зоны взрывоопасных и горючих веществ.
Используемые источники:
- http://postroyka-dom.com/svarka-poluavtomatom/
- https://promzn.ru/obrabotka-metalla/osobennosti-svarki-poluavtomatom-bez-gaza.html
- https://svaring.com/welding/apparaty/svarka-poluavtomatom-bez-gaza


 Особенности установки газового водонагревателя Аристон: практические советы по подключению и эксплуатации
Особенности установки газового водонагревателя Аристон: практические советы по подключению и эксплуатации Регулировка карбюратора ваз 2107 своими руками
Регулировка карбюратора ваз 2107 своими руками Регулировка центробежного регулятора и карбюратора мотоблока Нева МБ-2К
Регулировка центробежного регулятора и карбюратора мотоблока Нева МБ-2К Как отремонтировать неисправности карбюратора ВАЗ-2110
Как отремонтировать неисправности карбюратора ВАЗ-2110