Содержание
Как правильно выставлять сварочный ток
 Всех приветствую. Продолжаем разбирать наш сварочный дневник, и сегодня хочу обсудить такую важную тему для новичков в сварке, а как правильно выставлять сварочный ток? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей. Начну с плохих новостей. Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока, чем это заявлено в инструкции, к сожалению это так. Так что поставив крутилку тока 100 ампер, по факту там будет меньше. Из этого следует простой вывод – не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку!) вашего аппарата.
Всех приветствую. Продолжаем разбирать наш сварочный дневник, и сегодня хочу обсудить такую важную тему для новичков в сварке, а как правильно выставлять сварочный ток? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей. Начну с плохих новостей. Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока, чем это заявлено в инструкции, к сожалению это так. Так что поставив крутилку тока 100 ампер, по факту там будет меньше. Из этого следует простой вывод – не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку!) вашего аппарата. 

Так что же делать? Как выставлять сварочный ток, тем более когда опыта маловато? Будем добиваться этого методом научного тыка! Предположим, что вам нужно сварить две железки, и у вас имеются электроды определенного диаметра. Первым делом нам понадобиться ненужная тренировочная железяка такой же толщины, что и свариваемая. Сначала выставим на аппарате заведомо маленький ток – пусть условно возьмем 30 – 40 ампер, и попробуем на тренировочной железке поварить. Электрод липнет и плохо варит, шов не получается.  Добавляем за раз по 10 ампер и пробуем верить швы, пока ток не будет слишком сильным и не начнутся прожеги, естественно все это делаем на тренировочной железяке. Не забываем смотреть нужную полярность ваших электродов, она указана на пачке.
Добавляем за раз по 10 ампер и пробуем верить швы, пока ток не будет слишком сильным и не начнутся прожеги, естественно все это делаем на тренировочной железяке. Не забываем смотреть нужную полярность ваших электродов, она указана на пачке.  Когда будете наваривать швы на тренировочной железяке, то не варите их рядом друг с другом – наоборот каждый следующий шов нужно делать подальше от предыдущего, потому что металл рядом со швом сильно разогревается и можем получить неадекватный вывод.
Когда будете наваривать швы на тренировочной железяке, то не варите их рядом друг с другом – наоборот каждый следующий шов нужно делать подальше от предыдущего, потому что металл рядом со швом сильно разогревается и можем получить неадекватный вывод.  Как только начались сильные прожеги на большом токе, смело убавляйте также по 10 ампер, и вы теперь быстро подберете как раз нужный ток, и чтобы электрод не лип и не было сильных прожегов. Тут и должен начать получаться нормальный шов.
Как только начались сильные прожеги на большом токе, смело убавляйте также по 10 ампер, и вы теперь быстро подберете как раз нужный ток, и чтобы электрод не лип и не было сильных прожегов. Тут и должен начать получаться нормальный шов.  Ребята, только так методом самостоятельного подбора можно выставить оптимальный сварочный ток для ваших целей. Хочу привести в пример прикольное видео с ютуб канала MastakSvarka, где человек выставляет сварочный ток по таблице и что из этого выходит. Источник
Ребята, только так методом самостоятельного подбора можно выставить оптимальный сварочный ток для ваших целей. Хочу привести в пример прикольное видео с ютуб канала MastakSvarka, где человек выставляет сварочный ток по таблице и что из этого выходит. Источник
Сварочный аппарат постоянного тока: как регулировать ток дуги?
 В заголовке не принято ставить знак вопроса. Но я вынужден поступить иначе: нужно спросить совет у знающих людей, нуждаюсь в технической подсказке. Дело в том, что я опубликовал на сайте статью, где описал оригинальный сварочный аппарат постоянного тока, изготовленный своими руками. Ее читают и задают вопросы. Схема управления выглядит следующим образом.
В заголовке не принято ставить знак вопроса. Но я вынужден поступить иначе: нужно спросить совет у знающих людей, нуждаюсь в технической подсказке. Дело в том, что я опубликовал на сайте статью, где описал оригинальный сварочный аппарат постоянного тока, изготовленный своими руками. Ее читают и задают вопросы. Схема управления выглядит следующим образом. 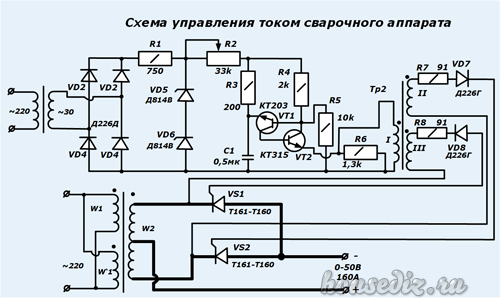 Один сварщик из Магадана по имени Павел попросил помочь ему с конструкций сварочного аппарата, в котором можно регулировать ток дуги. Он работает в аварийной бригаде, занимается ликвидацией мест прорыва газа из газопровода. Место и время аварии непредсказуемо. Добираются на гусеничном вездеходе, но подъехать близко он часто не может: сопки и болотистая местность. Тащить сварочный генератор в 100 килограмм несколько сотен метров по болоту — еще то занятие…А в это время рация разрывается, газ выходит через свищ… Приспособился Павел на первое время хватать аккумуляторы с вездехода под мышки, бежать к месту аварии. Собирает на месте батарею 36 вольт, подключает шланги и работает. Варить приходится очень короткими участками: ток дуги высокий. Благодаря мастерству свищ ликвидирует, а затем уже тащит генератор к месту прорыва и доводит швы до нормального вида. Все это изложено в комментариях к статье, а еще мы дополнительно общаемся в ВК. Он мне вопрос: можно ли моей тиристорной схемой регулировать ток дуги от аккумуляторов. Я объяснил, что так поступать нельзя: я работаю с выпрямленным током, образованным пульсациями от полугармоник синусоиды. Тиристор открывается в момент подачи тока по цепочке управляющего электрода, а закрывается, когда нисходящая ветвь гармоники доходит до нуля.
Один сварщик из Магадана по имени Павел попросил помочь ему с конструкций сварочного аппарата, в котором можно регулировать ток дуги. Он работает в аварийной бригаде, занимается ликвидацией мест прорыва газа из газопровода. Место и время аварии непредсказуемо. Добираются на гусеничном вездеходе, но подъехать близко он часто не может: сопки и болотистая местность. Тащить сварочный генератор в 100 килограмм несколько сотен метров по болоту — еще то занятие…А в это время рация разрывается, газ выходит через свищ… Приспособился Павел на первое время хватать аккумуляторы с вездехода под мышки, бежать к месту аварии. Собирает на месте батарею 36 вольт, подключает шланги и работает. Варить приходится очень короткими участками: ток дуги высокий. Благодаря мастерству свищ ликвидирует, а затем уже тащит генератор к месту прорыва и доводит швы до нормального вида. Все это изложено в комментариях к статье, а еще мы дополнительно общаемся в ВК. Он мне вопрос: можно ли моей тиристорной схемой регулировать ток дуги от аккумуляторов. Я объяснил, что так поступать нельзя: я работаю с выпрямленным током, образованным пульсациями от полугармоник синусоиды. Тиристор открывается в момент подачи тока по цепочке управляющего электрода, а закрывается, когда нисходящая ветвь гармоники доходит до нуля. 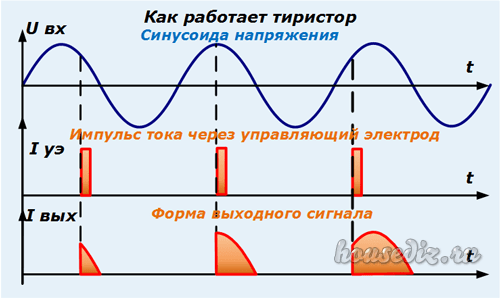 Открыть тиристор в цепи постоянного тока не сложно, а регулировать величину нагрузки — невозможно. Исходные данные для расчета конструкции Напряжение АКБ достаточно 36 вольт, хотя Павел экспериментировал и с 48: ток еще больше, варить труднее. Дуга от его электродов зажигается нормально. Ток сварки нужен в пределах 70-110 ампер. Температуру электролита аккумуляторов я ему предложил контролировать электроникой: уже был взрыв банки из-за закипевших паров. Мы рассмотрели три варианта регулировки: 1. электронной схемой на базе биполярных транзисторов; 2. подключением балластных сопротивлений; 3. схемой инвентирования постоянного тока в переменный 220 вольт и подключением сварочного инвертора. Схема на биполярных транзисторах Вариант снижения тока дуги за счет уменьшения напряжения должен подойти, но реализовать его для заданных параметров затруднительно. Ни один транзистор не выдержит такой ток, а паять и налаживать схему из составных для сварщика без навыков работы с электроникой — занятие не перспективное. Есть у меня в старом запасе несколько советских транзисторов ТК-152-100 на 100 ампер, но они предназначены для работы в импульсном режиме. Вряд ли подойдут для сварки. От этого варианта отказались. Ограничение тока балластным сопротивлением Здесь надо понимать, что реостата на 100 ампер нет, а если его делать, то даже теоретических вопросов много. Один вес чего стоить будет, да и материал подходящий не найти. Конструкция водяного реостата как-то не вызывает доверия… Остановились на одиночном балластном сопротивлении. Павел что-то нашел подходящее, поэкспериментировал: ток немного снизился, результат чуть улучшился, но не особо радует. Инвертор Подобрали в Китае на Али инвертор, выдающий чистый синус на 220 вольт с мощностью 4 квт. Должно хватить. У Павла есть сварочный инвертор, которому вполне этого достаточно. Однако там только электронная схема на КМОП транзисторах, а для преобразования синусоиды нужно подключать трансформатор 36 или 24 на 220. И еще дроссель к нему нужен.
Открыть тиристор в цепи постоянного тока не сложно, а регулировать величину нагрузки — невозможно. Исходные данные для расчета конструкции Напряжение АКБ достаточно 36 вольт, хотя Павел экспериментировал и с 48: ток еще больше, варить труднее. Дуга от его электродов зажигается нормально. Ток сварки нужен в пределах 70-110 ампер. Температуру электролита аккумуляторов я ему предложил контролировать электроникой: уже был взрыв банки из-за закипевших паров. Мы рассмотрели три варианта регулировки: 1. электронной схемой на базе биполярных транзисторов; 2. подключением балластных сопротивлений; 3. схемой инвентирования постоянного тока в переменный 220 вольт и подключением сварочного инвертора. Схема на биполярных транзисторах Вариант снижения тока дуги за счет уменьшения напряжения должен подойти, но реализовать его для заданных параметров затруднительно. Ни один транзистор не выдержит такой ток, а паять и налаживать схему из составных для сварщика без навыков работы с электроникой — занятие не перспективное. Есть у меня в старом запасе несколько советских транзисторов ТК-152-100 на 100 ампер, но они предназначены для работы в импульсном режиме. Вряд ли подойдут для сварки. От этого варианта отказались. Ограничение тока балластным сопротивлением Здесь надо понимать, что реостата на 100 ампер нет, а если его делать, то даже теоретических вопросов много. Один вес чего стоить будет, да и материал подходящий не найти. Конструкция водяного реостата как-то не вызывает доверия… Остановились на одиночном балластном сопротивлении. Павел что-то нашел подходящее, поэкспериментировал: ток немного снизился, результат чуть улучшился, но не особо радует. Инвертор Подобрали в Китае на Али инвертор, выдающий чистый синус на 220 вольт с мощностью 4 квт. Должно хватить. У Павла есть сварочный инвертор, которому вполне этого достаточно. Однако там только электронная схема на КМОП транзисторах, а для преобразования синусоиды нужно подключать трансформатор 36 или 24 на 220. И еще дроссель к нему нужен. 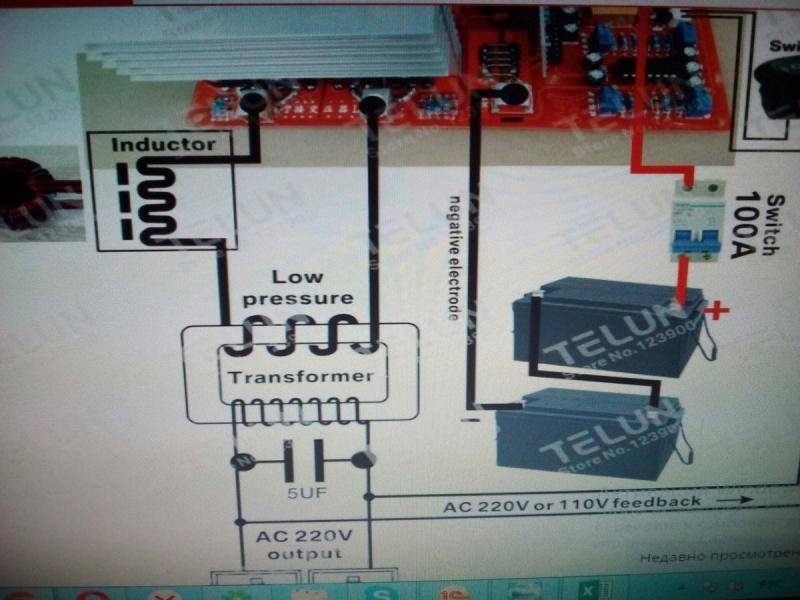 Вот и набирается опять дополнительный вес. Намотать трансформатор не сложно. Я эту технологию, включая расчет магнитопровода и проводов, описал в статье о самодельном паяльнике Момент. Кое что добавил в ответах на вопросы в комментариях. Их там уже больше 140 набралось. У Павла желания мотать трансформатор и дроссель нет. Ему нужно готовое решение. Поэтому и спрашиваю: может быть знаете, как помочь Павлу решить его проблему: создать легкий сварочный аппарат постоянного тока, работающий от автомобильных аккумуляторов? Он нужен для аварийного устранения свищей на газопроводе. Прошу свои соображения высказывать в разделе комментариев на канале или сайте. Буду благодарен за помощь. Если не знаете точных ответов, но есть желание помочь, то просто поделитесь статьей с друзьями в соц сетях. Среди них могут найтись специалисты.Источник
Вот и набирается опять дополнительный вес. Намотать трансформатор не сложно. Я эту технологию, включая расчет магнитопровода и проводов, описал в статье о самодельном паяльнике Момент. Кое что добавил в ответах на вопросы в комментариях. Их там уже больше 140 набралось. У Павла желания мотать трансформатор и дроссель нет. Ему нужно готовое решение. Поэтому и спрашиваю: может быть знаете, как помочь Павлу решить его проблему: создать легкий сварочный аппарат постоянного тока, работающий от автомобильных аккумуляторов? Он нужен для аварийного устранения свищей на газопроводе. Прошу свои соображения высказывать в разделе комментариев на канале или сайте. Буду благодарен за помощь. Если не знаете точных ответов, но есть желание помочь, то просто поделитесь статьей с друзьями в соц сетях. Среди них могут найтись специалисты.Источник
Главная / Техника сварки
Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
Краткие сведения
Сварщики-профессионалы знакомы с базовым затруднением новичка — сложности в горении дуги. Временами она нестабильно функционирует даже у профессионала.
Сопряжено это со значительным количеством условий: от состояния здоровья мастера до неверно настроенного сварочного режима.
 Как быстро научиться варить сварочным инвертором
Как быстро научиться варить сварочным инверторомУ новичков зачастую одна загвоздка: применение минимальной силы тока. Неопытные мастера выставляют небольшую величину сварочного тока, для избежания прожогов.
Но из-за этого не получается хорошо зажечь дугу и постоянно ее удерживать во время всей сварки.
Для разрешения этого вопроса, надо верно настроить сварочный режим, наблюдать, чтобы электрод не приклеивался к металлу. Дебютанту не под силу выполнить все правильно. В связи с этим прибегают к вспомогательным параметрам, например, к форсажу дуги.
Его призвание — сделать процесс быстрее и проще. Она при всякой силе тока нормализует горение дуги. Ее сущность очевидна: при автоматических настройках она подгоняет значение тока до тех параметров, при которых вы производите сварку.
Например, вы выставили наименьшую силу тока и выполняете сварочный процесс. В ходе сваривания электрод начинает клеиться к металлу. При включении этого параметра произойдет короткое замыкание на инверторе.
В это же время сила тока возрастет до идеальной величины. А потом возвратится к первоначальным показателям и можете продолжить сварку при установленной силе тока.
Форсаж дуги бывает автоматическим и настраиваемым. В дешевых аппаратах он зачастую автоматический. Активируется при нажатии на кнопку. Это отлично подходит начинающим мастерам, а профессионалам необходимо настраивать оборудование более тщательно.
Читайте также: Методы контроля качества сварных соединений — разновидности и эффективность способов
Особенности

Функция форсажа выравнивает горящую дугу, делает процесс простым и быстрым. Ранее она была доступна лишь в профессиональных инверторах.
Однако в нынешние времена метод стал общедоступнее и заводы- изготовители начали устанавливать этот параметр даже в дешевые устройства. При помощи этого нововведения сравнительно малозатратный инвертор можно применять и для ответственных работ.
В высококлассном оборудовании такая функция отлично функционирует и предоставляет гораздо высококачественный результат. Не жалейте средств на приобретение инвертора, если вы хотите выполнить чрезвычайно важные работы.
Зачастую в инверторных документах такую функцию называют «Arc Force». Такую надпись можно увидеть и на обшивке прибора.
Форсаж дуги существенно облегчает выполнение сварки, и даже новичок выполнит работу блестяще. Даже если у вас нет должного опыта, вы сможете сварить элементы из тонкого металла, минуя изъяны и залипания электродов.
С такими затруднениями нередко сталкиваются мастера, рассчитывающие лишь на собственные знания, и не применяющие актуальные параметры прибора.
Однако не стоит рассчитывать лишь на эту функцию. Для достижения отличного качества швов, нужно иметь основные навыки сварки.
Если у вас нет способностей к поджиганию дуги, выполнению шва и оперативной работе, то вспомогательные параметры вас не спасут. Стоит учесть, что этот параметр демонстрирует себя полностью лишь во время сваривании тонких металлических элементов.
Во многих приборах возможно настроить функциональные параметры. В этом случае появится возможность сваривать металлы различной толщины.
Лишь в дорогих приборах предусмотрена эта функция. Во многих моделях есть только кнопка вкл/выкл, с установленными параметрами.
Ввиду этого не используйте форсаж дуги без особой надобности. Небрежное применение такой функции способно повредить качеству швов.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Читайте также: Особенности и полезные советы по сварке полипропиленовых труб своими руками для начинающих
 Полный гайд по настройке кс го
Полный гайд по настройке кс гоТакие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!
05 Декабрь
Форсаж сварочной дуги. Что это такое и как его использовать
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
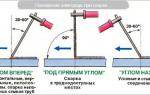
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.
Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы. Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.
Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Ещё по теме:
Почему прилипает электрод и что с этим делать
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Используемые источники:
- https://izobreteniya.net/kak-regulirovat-tok-dugi-svarochnogo-apparata/
- https://prosvarku.info/tehnika-svarki/aktivatsiya-forsazha-dugi-na-svarochnom-invertore-zachem-ispolzovat-i-kak-pravilno-eto-delat
- https://www.elektrosvarka-blog.ru/forsazh-svarochnoj-dugi/


 Регулировка карбюратора ваз 2107 своими руками
Регулировка карбюратора ваз 2107 своими руками Тестируем чат-бота в Senler и создаем вариативную автоворонку
Тестируем чат-бота в Senler и создаем вариативную автоворонку Как правильно монтировать проектор и не допустить распространенных ошибок
Как правильно монтировать проектор и не допустить распространенных ошибок Пропадание звука на телефоне или планшете на платформе Андроид: как решить проблему?
Пропадание звука на телефоне или планшете на платформе Андроид: как решить проблему?