Содержание
Есть несколько способов неразъемного соединения этого капризного материала, у каждого есть достоинства и недостатки. Но надежные и эстетичные швы, не требующие дополнительной обработки, создаются только сваркой алюминия аргоном. Успешность работы определяется правильностью выбора оборудования, расходных материалов и знания нюансов метода.

Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Читайте также: Как сварить медные провода в домашних условиях
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойВ зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
|
Толщина металла, мм |
Величина тока, А |
Диаметр электрода из вольфрама, мм |
|
1 |
30 — 40 |
1,6 |
|
1,5 |
45 — 60 |
2,3 |
|
2 |
70 -80 |
2,3 |
|
3 |
90 — 120 |
3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Читайте также: Технология диффузионной сварки металлов
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
 Как я научился варить сварочным инвертором: личный опыт
Как я научился варить сварочным инвертором: личный опытРассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Выставляем правильный расход газа
Присадочный пруток. Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
 Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников
Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников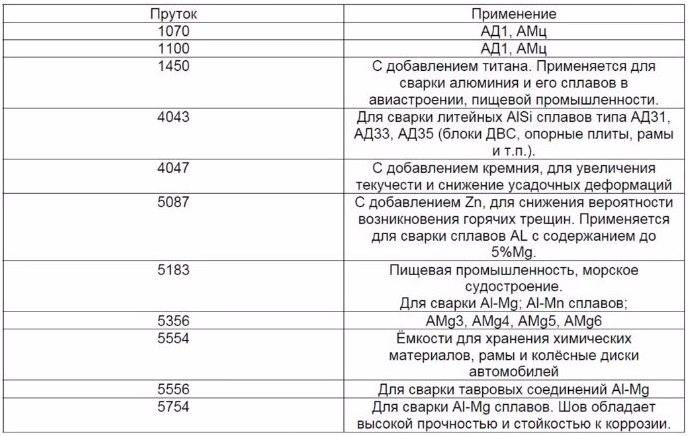
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

Или, обезжириватели:
- ацетон;
- спирт;
- специальные очистители.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Подавайте пруток на кончик сварочной ванны
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
Видео:
P.S. Вот такая получилась пошаговая для новичков инструкция. Поверьте, аргонно дуговая сварка алюминия в домашних условиях выручит вас много раз. Удачи в освоение метода!
На сегодняшний день имеется непрерывный рост требований к качеству изготовляемой продукции. Аргонная сварка применяется для удовлетворения практически всех запросов заказчиков в производстве разнообразных металлоконструкций, которые носят строительное и бытовое назначение.
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.

Вы извлечете много пользы, из приручения аргонодуговой сварки
Настройка аппарата для аргонодуговой сварки
Перед тем, как перейти к выполнению сварочных работ, необходимо настроить аппарат для дуговой сварки аргоном.
- Подключаете кабель питания к однофазному источнику питания 230В, при этом следует убедиться, что розетка заземлена;
- Устанавливаете баллон с газом на устойчивую поверхность. Нужно убедиться, что он хорошо закреплен;
- Подсоединяете одной стороной газовый шланг к редуктору с манометром на баллоне, согласно инструкции, прилагаемой к редуктору. Другой конец шланги следует подсоединить к штуцеру горелки для аргонно-дуговой сварки с ручным клапаном.
- Подсоединяете массы к положительной клемме « + »;
- Подсоединяете провод горелки аргонно-дуговой сварки к отрицательной клемме « — »;
- Включаете аппарат при помощи клавиши на задней панели;
- Открываете газовый клапан на рукоятке сварочной горелки и зажигаете дугу. Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
Как осуществлять сварку в среде аргона, вольфрамовым электродом?
- Предварительно следует нагреть начальную точку на обрабатываемом изделии. Для этого нужно сделать пару круговых движений сварочным пистолетом. В итоге образуется наплавленный валик.
- Вольфрамовый электрод должен находиться на расстоянии 6 мм от поверхности металла. После того, как образовался наплавленный валик, нужно продолжать работу медленно и с постоянной скоростью. Таким образом, швы получаться одинаковыми по ширине и глубине провара.
- Как только сварочная ванна стала жидкой, следует отдалить сварочный пистолет и добавить материал, касаясь ванны присадочным прутком.
- Убираете пруток и опять подносите сварочный пистолет к сварочному шву.
- Повторять данную операцию необходимо с одинаковой скоростью для получения однородного сварочного шва.
Параметры режимов аргонодуговой сварки
Для осуществления дуговой сварки аргоном на высоком уровне, необходимо выбирать оптимальные режимы, благодаря которым будет обеспечиваться наиболее эффективное проведение процесса.
Технология сварки аргоном предполагает, что полярность и направление тока необходимо выбирать с учетом свойств свариваемого металла. Как правило, при работе с основными сталями и сплавами используется постоянный ток прямой полярности. При сварке магния, алюминия и бериллия необходимо устанавливать обратную полярность, так как достигается быстрое разрушение оксидной пленки.
Сварочный ток необходимо устанавливать в зависимости от марки и состава материалов, а также от полярности тока и диаметра вольфрамового электрода. Точные данные режимов для решения определенной задачи, выбираются из справочников.
Напряжение дуги находится в зависимости от ее длины, следовательно, работы нужно осуществлять при минимальной дуге и пониженном напряжении. Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Расход инертного газа устанавливается так, чтобы образованный ламинарный поток полностью защищал провариваемые поверхности от окисления. Подробнее об установке необходимых режимов для проведения дуговой сварки в среде аргона можно узнать из специального видео.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.

Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.

Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Используемые источники:
- https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-argonom
- https://plavitmetall.ru/svarka/alyuminiya-argonom-dlya-nachinayushhih.html
- http://zavarimne.ru/texnologiya/raznoobrazie-primeneniya-argonnoj-svarki/


 Как настроить сварочный ток и выбрать диаметр электрода?
Как настроить сварочный ток и выбрать диаметр электрода?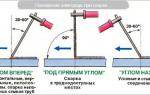 Как быстро научиться варить сварочным инвертором
Как быстро научиться варить сварочным инвертором Как новичку выбрать силу сварочного тока. Простая инструкция.
Как новичку выбрать силу сварочного тока. Простая инструкция. Как настроить сварочный полуавтомат
Как настроить сварочный полуавтомат