Аргонная сварка TIG
Краткое описание переключателей и регуляторов
на аппаратах аргонодуговой сварки (TIG/MMA) Mitech AC/DC
Переключатели режимов сварки:
Включение импульсного режима сварки
Переключатель в нижнем положении – импульсный режим выключен.
Переключатель в верхнем положении – импульсный режим включен.
Рекомендация: импульсный режим может использоваться как при сварке постоянным (DC), так и переменным (AC) током.
Переключатель режима сварки AC/DC
AC – сварка переменным током. Используется для сварки алюминия и его сплавов.
DC – сварка постоянным током. Применяется для сварки нержавеющей стали, цветных металлов, титана, меди и т.д.
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойПереключатель метода сварки TIG/MMA
TIG – сварка неплавящемся вольфрамовым электродом в среде защитного газа.
MMA – ручная дуговая сварка штучным электродом с покрытием. Сила сварочного тока настраивается с помощью регулятора BaseCurrent.
Рекомендация: сварку методом MMA производить постоянным током (DC), импульсный режим должен быть выключен.
Регуляторы верхний ряд:
PreFlow (Предварительная продувка защитным газом)
Используется для настройки длительности подачи защитного газа (аргона) перед зажиганием дуги. Позволяет вытеснить воздух из горелки и создать защитную среду в месте сварки до зажигания дуги.
Рекомендация: устанавливать на максимальное значение.
 Как я научился варить сварочным инвертором: личный опыт
Как я научился варить сварочным инвертором: личный опытBaseCurrent (Основной “базовый” ток)
Если импульсный режим выключен: Используется для настройки высоты сварочного тока.
Если импульсный режим включен: Используется для настройки высоты “базового” тока, охлаждающего сварочную ванну.
PeakCurrent (Импульсный “пиковый” ток)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки высоты импульсного “пикового” тока, разогревающего сварочную ванну.
Down Slope(Спад “угасание” дуги)
Используется для настройки длительности плавного снижения сварочного тока, “угасания дуги”, в конце сварки. Помогает избежать образования “кратера” и деформаций в конце сварочного шва.
Рекомендация: Функция плавного снижения сварочного тока может так же применяться для более точного управления тепловложением во время сварочного процесса, с использованием так называемого “ручного импульса” (отпустил — нажал — отпустил — нажал) – с помощью увеличения или уменьшения длительности промежутка времени между нажатиями на кнопку горелки во время снижения силы сварочного тока.
 Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса
Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процессаРегуляторы нижний ряд:
PulseWidth (Длительность “ширина” импульсного тока)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для регулировки пропорции (соотношения) длительности “пикового” и “базового” тока
PulseFreq (Частота импульса)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки частоты импульса.
Низкая частота пульсации облегчает управление сварочной ванной и улучшает контроль за тепловложением – удобна при сварке тонколистового металла или при выполнении вертикальных швов.
Высокая частота пульсации фокусирует и стабилизирует дугу, уменьшает ширину сварочного шва и увеличивает глубину провара.
PostGas(Продувка защитным газом после сварки)
Используется для настройки длительности подачи защитного газа (аргона) после затухания дуги. Такая продувка необходима для защиты и охлаждения остывающего сварочного шва и вольфрамового электрода.
Рекомендация: устанавливать на максимальное значение.
ClearWidth (Регулировка длительности положительной полуволны переменного тока “баланс полярности”)
Используется только в режиме ACсварки (сварка переменным током). Управляет очистительным действием дуги за счет регулировки пропорции (соотношения) длительности “положительных” и “отрицательных” полуволн переменного тока. Настройка баланса полуволн должна выполняться в зависимости от степени окисления и толщины оксидной пленки свариваемого металла.
20-50% – дуга с небольшим очищающим действием, глубокое проплавление, малая тепловая нагрузка на вольфрамовый электрод, более узкий шов.
50-80% – дуга с увеличенным очищающим действием, неглубокое проплавление, большая тепловая нагрузка на вольфрамовый электрод, более широкий шов.
Рекомендация: устанавливать на значение 35-40%.

TIG сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Но, к сожалению, в массовом производстве она практически не применяется. Это вызвано тем, что она имеет низкую производительность и все работы на ней, зачастую, производятся вручную. А где люди, там и человеческий фактор, поэтому каждый сварщик, который работает с TIG сваркой должен знать эти 10 простых правил:
-
Чистота — залог здоровья
Для TIG сварки, как ни для какой другой, важна чистота зоны сварки, поскольку любые загрязнения приведут к потере качества шва, который наносится. В случае сварки алюминия, даже если травление производилось за несколько часов до начала сварки, перед самим процессом желательно еще раз пройтись щеткой, чтобы уничтожить новообразовавшуюся оксидную пленку, так как в процессе сварки металл становится очень чувствительным к подобного рода загрязнениям.
-
Правильно подобранный электрод — хороший электрод
Не смотря на то, что TIG сварка практически не расплавляет электрод, как обычные способы, но химический состав, диаметр и заточка электрода всё же имеют значение.
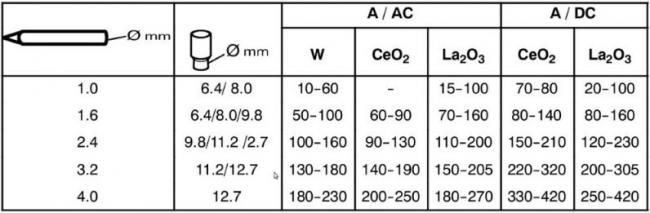
Если в случае с диаметром все более-менее понятно: тоньше материал — меньше диаметр электрода, то с химическим составом возникают вопросы. Так решим же их, рассмотрев различия в трёх самых популярных типах электродов:

Чистый, нелегированный вольфрам (обозначается зеленой меткой на электроде)
Чистый вольфрам обычно используется для сварки алюминия, поскольку прекрасно работает на переменном токе и может использоваться со всевозможными защитными газами. К недостаткам можно отнести сравнительно быстрое расходование (сгорание) по сравнению с другими типами электродов, но это с лихвой компенсируется низкой стоимостью электродов из чистого вольфрама.
Торированный вольфрам (обозначается красным)
Главным преимуществом торированного электрода перед представленным ранее чистым вольфрамовым, является лучшая стабильность работы на постоянном токе. Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Лантанированный вольфрам (обозначается синим)
Этот тип электродов отличается удобством использования — на них значительно проще зажигать и удерживать дугу, лучше сохраняется форма заточки наконечника. Также к плюсам можно отнести значительную износостойкость и, как следствие, меньшее потребляемое количество на единицу шва.
-
Знай с чем работаешь
При сварке ответственных конструкций крайне важно знать, с какой толщиной и маркой металла ведется работа, поскольку в зависимости от этих факторов нужно подбирать присадочную проволоку, электрод и тип заточки. Соответственно, чем больше ответственность шва, тем более скрупулёзно нужно подходить к выбору используемого материала.
-
Постоянный или переменный?
Тип тока, который используется при сварке, сильно влияет на конечный результат.
Для сварки алюминия и магния обычно используется переменный ток. Обусловлено это тем, что постоянная перемена полярностей обуславливает разрушение оксидной пленки, которой покрывается металл (Т° плавления алюминия — 660°С, а Т° плавления оксидной плёнки — около 2000°С).
В остальных же случаях допускается использование постоянного тока.
-
Правильно затачивать тоже надо уметь


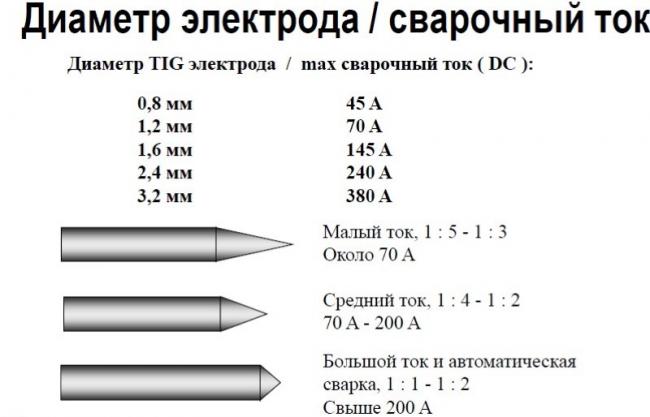
В зависимости от материала, который сваривается, нужно по-разному готовить электрод. В случае со сваркой стальных листов средней толщины, достаточно просто заточки «в половину» (электрод толщиной 3 мм заточить до 1.5 мм). Это помогает сфокусировать дугу и улучшить точность позиционирования. Чем тоньше метал — тем острее нужна заточка. Для переменного тока необходимо несколько закруглить конец, для постоянного — плоская заточка. И еще: затачивать нужно, чтобы канавки оставались по длине электрода, а не в поперёк, поскольку так дуга будет гореть намного более сфокусировано. Для алюминия действуют совсем другие законы. При сварке алюминия необходимо, чтобы кончик электрода был закруглен, для улучшения стабильности горения дуги.
Так же нужно не забывать, что электрод изнашивается, поэтому нужно контролировать его состояние (при необходимости затачивать и следить за его чистотой)
-
Регулирование силы тока
В большинстве современных сварочных аппаратов для TIG сварки существует автоматическая система регулирования силы тока, но что делать, если в аппарате её не предусмотрено, а шов нужно нанести? При ручном управлении силой тока, рекомендуется начинать процесс с как можно большей силой, и только после образования сварной ванны уменьшать её до комфортных значений.
-
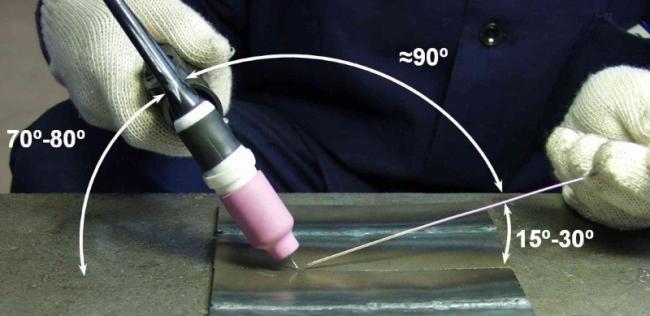
Правильное движение
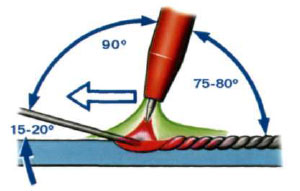
Для TIG сварки, как ни для какой другой, важно, как происходит перемещение сопла. Чтобы начать нанесение шва, необходимо разместить сопло под углом 90° относительно шва. После формирования сварочной ванны угол уменьшается до 70-80°. При заварке кратера угол уменьшают до 20-30°.
-
Осторожно с алюминием
При работе с алюминием нужно быть предельно осторожным, поскольку он обладает значительной теплопроводимостью и не имеет цветов побежалости. Поэтому при сварке алюминия травмоопасность значительно выше, чем при сварке других металлов.
-
Учитывай форму соединения
Различные соединения требуют различного подхода. При сварке внахлестку, к примеру, необходимо увеличить фокусировку тепла на торцах, поскольку это позволит обеспечить максимальную прочность при минимальном тепловложении. Так же необходимо учитывать форму шва при добавлении присадочного материала (больше тепла — больше присадочного металла).
-
Больше практики
Ничто так не помогает при TIG сварке, как опытная рука. Ведь даже прочтя все теоретические рекомендации, но взяв держак и присадочную проволоку впервые в жизни, идеальный шов никак не получится. Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.
Главная > Справочник > Сварка > Аргонодуговая сварка TIG<index>
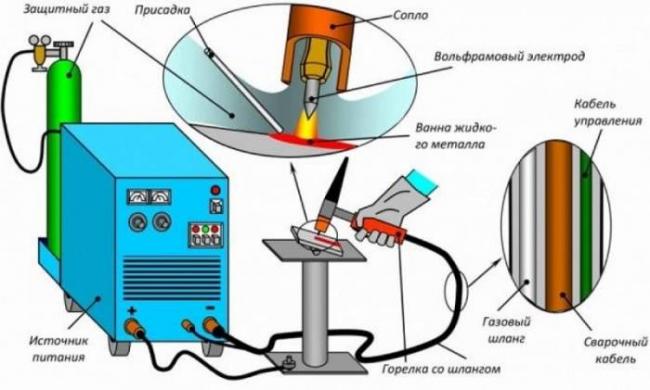
Аргонодуговая TIG сварка – универсальная технология сваривания металлических изделий при помощи вольфрамовых электродов. Она позволяет создавать сплошные швы на тонких деталях из неферромагнитных материалов и их сплавов. Сварка TIG активно используется в отраслях тяжелой промышленности, в автосервисах и небольших мастерских.

В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом.
В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
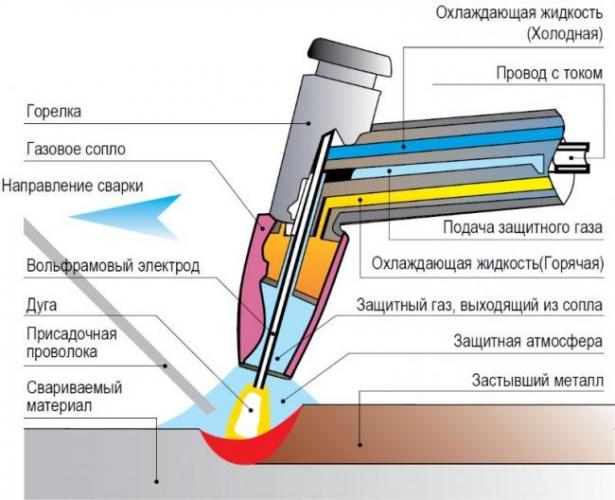
В переводе с английского языка аббревиатура TIG означает “вольфрам + инертный газ” (Tungsten + Inert Gas). Принцип работы ТИГ сварки заключается горении электрической дуги в аргоне. Этот инертный газ тяжелее воздуха. Он защищает свариваемые материалов от воздействия кислорода. Аргон предотвращает окисление металлов. В результате образуется аккуратный и прочный сварной шов.
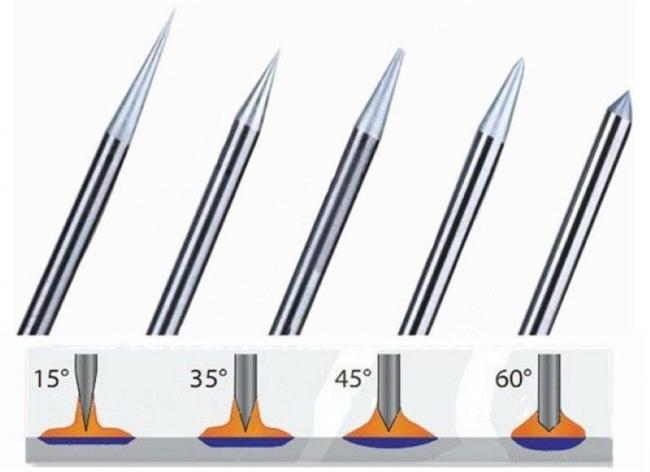
Электроды для аргонодуговой сварки изготавливаются из вольфрама. Температура плавления этого химического элемента составляет 4000 °С. Он может работать со всеми разновидностями стали. Чтобы сварить прочный шов, нужно периодически производить заточку вольфрамового электрода. Эта процедура позволит увеличить срок эксплуатации электрического проводника и снижает риск сокращения его ресурсных показателей. Выделяют следующие значение углов заточки электродов:
- 10–20 °С: при малой силе электротока.
- 20-30 °C: при средних значениях тока.
- 60-120 °C: при повышенной силе электротока.
Если угол заточки меньше 20 °С, то физические свойства вольфрамового электрода изменятся. При высоких температурах (свыше 90 °C) устойчивость электрической дуги во время горения снижается. Заточку необходимо производить вдоль поверхности электрического проводника, чтобы не деформировать его. Точение осуществляется при помощи болгарок, кругов из мелкозернистых абразивных материалов и наждачной бумаги. Для обеспечения высокой точности заточки рекомендуется закрепить электрод на стержне шуруповерта или дрели.
Заточенный электрический проводник закрепляется на конической трубке, расположенной на сопле горелки. Часть электрода накрывается футляром, предотвращающим короткое замыкание. Для TIG сварки необходимо использовать горелки РГА-150 или РГА-440. Их основные параметры указаны в ГОСТ 5.917-71.
 Скачать
Скачать
Горелка с электрическим проводником помещается в сварочную ванну с инертным газом. В результате электрод изолируется от кислорода. Запуск аргона контролируется при помощи функциональных кнопок на горелке. Во время настройки горелки рекомендуется увеличить вылет электрода. В этом случае электрическая дуга сможет сваривать труднодоступные элементы металлических заготовок.
В процессе аргонодуговой сварки плавящимся электродом происходит разжигание электрической дуги. Во время ее горения расплавляются кромки свариваемых деталей. В сварочных ваннах без газа электронная дуга не сможет стабильно гореть. В результате увеличится пористость шва, снижающая его прочность.
При ТИГ сварке не рекомендуется применять неплавящиеся электроды. В этом случае электрическая дуга не загорится при взаимодействии вольфрамового проводника с металлической поверхностью. При розжиге дуги неплавящимися электродами образуется слабая искра, что обусловлено высокой степенью ионизации инертного газа.
Если в процессе TIG сварки между свариваемыми металлами образуется зазор, то нужно использовать присадочную проволоку. Это приспособление позволит создать прочный шов, не подвергающийся разрывам или изломам. Диаметр проволоки зависит от ширины свариваемых заготовок и формы шва.
Для создания прочных соединений металлов при помощи технологии TIG используются следующие приборы:
- Источник электрического тока – блок питания.
- Осциллятор – устройства для вырабатывания высокочастотного тока, разжигающего электрическую дугу.
- Инвертор – прибор, преобразующий постоянный ток в переменный.
- Баллоны с инертным газом.
- Редуктор – устройство для преобразования передаваемых мощностей в полезную работу.
- Газовая горелка.
- Соединительные коннекторы и крепежные механизмы.
При помощи этого оборудования можно сваривать изделия из нержавейки, латуни, меди и бронзы.
Чтобы правильно выбрать приборы для TIG сварки, нужно учитывать следующие факторы:
- напряжение блока питания;
- наличие опции смены полярности;
- возможность сваривания толстых деталей в течение длительного периода времени;
- наличие жидкостной системы охлаждения, предназначенной для понижения температуры горелки;
- возможность регулировки работы инвертора при помощи дисплея;
- способность работать на производственных линиях.
Основным аппаратом для аргонодуговой сварки является сварочный инвертор. Он способен конвертировать постоянный ток в переменный, изменяя значение его частоты. Сварочный инвертор обладает следующими достоинствами:
- Высокая эффективность и прочность конструкции, что позволяет создавать швы высокого качества за короткий промежуток времени.
- Автономность работы. Во время эксплуатации сварщик может менять местоположение инвертора.
- Компактность. Прибор имеет небольшой размер и весит не более 3 кг.
- Высокий КПД, что позволяет создавать большое количество швов при минимальных ресурсных затратах.
- Низкий расход электроэнергии, что позволяет сэкономить множество финансовых средства.
- Низкая сложность управления. Сварщик может регулировать плавную подачу тока в ручном режиме.

Сварочный инвертор можно сконструировать в домашних условиях при помощи графических схем. Для этого нужно приобрести комплект шлангов, осциллятор и устройство для задержки подачи электротока. Самостоятельная сборка сварочного инвертора позволит сохранить большое количество денежных средств. Для осуществления монтажных работ человек должен знать основы механики и иметь опыт работы с платами и небольшими деталями.
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
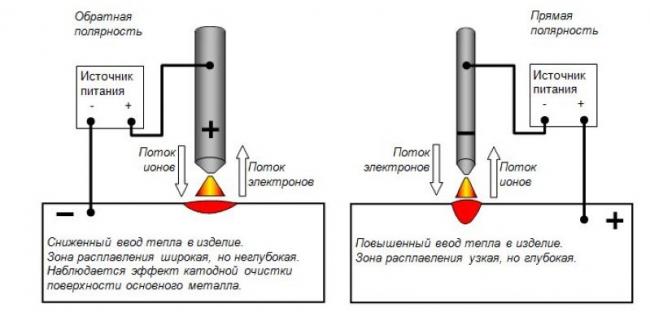
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Сварка TIG производится по следующему алгоритму:
- Сборка сварочного аппарата: соединение инвертора с осциллятором, накрутка редуктора, подготовка баллона с аргоном, подключение горелки.
- Очистка свариваемой поверхности.
- Подача инертного газа.
- Включение горелки и розжиг электрической дуги.
- Регулировка движения дуги, подача проволоки.
- Формирование шва.
Во время сваривания горелку необходимо держать в левой руке. Угол между электродом и проволокой должен составлять 90°. Электрический проводник нужно расположить на расстоянии 0,2 см от свариваемой поверхности. Важно правильно настроить подачу аргона, газ должен подаваться перед включением источника питания.
Режим ручной аргонодуговой сварки имеет следующие параметры:
- сварочный ток: характеризуется полярностью и силой;
- диаметр электрода;
- скорость сваривания;
- сила тока;
- расход защитного газа.
Существуют также дополнительные параметры ручного режима сварки TIG. К ним относятся положение шва, покрытие электрода и толщина свариваемых деталей.
Сварку алюминия необходимо производить при переменном токе, что позволит очистить поверхность металла от оксидной пленки. Перед свариванием необходимо обезжирить заготовки с помощью растворителя. Во время обработки алюминия присадочная проволока должна перемещаться вдоль шва. Ее нужно расположить перед электрическим проводником. Наивысшее качество шва при сваривании алюминия обеспечивается при сварке деталей в горизонтальном положении.
Сокращение TIG официально используется для обозначения процесс аргонодуговой сварки на территории Европе. Здесь также используются следующие аббревиатуры:
- TIG-DC – ТИГ на постоянном токе.
- TIG-AC – ТИГ на переменном токе.
- TIG-HF – ТИГ с механизмом бесконтактного розжига дуги.
- TIG-LIFT ARC – ТИГ с контактным розжигом дуги.
В Германии для обозначения TIG сварки используется аббревиатура WIG (Wolfram-Inertgasschweiben).
Основной ошибкой при ТИГ сварке является быстрое сгорание электрода, обусловленное некорректной полярностью и малым расходом аргона. В этом случае на шве могут появиться частицы вольфрама. Нестабильность горения дуги обуславливается загрязненностью электрода и присутствием конденсата на металлической поверхности. При быстром отключении инертного газа изменяется цвет шва и появляется желтый дым.
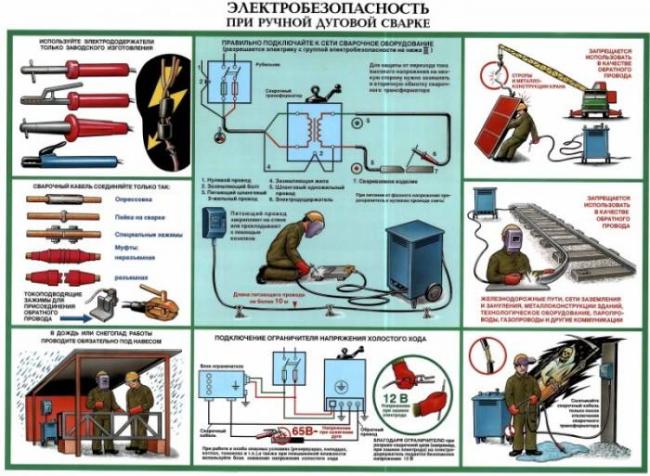
При сваривании деталей с помощью технологии TIG нужно соблюдать технику безопасности:
- Голова должны быть защищена маской со смотровым стеклом.
- На руки надевается войлочные или спилковые перчатки.
- Тело должно быть защищено костюмом с высокой теплостойкостью.
- Баллон с аргоном нужно размещать на расстоянии 5 м от источника питания, чтобы предотвратить возгорание.
- Проверять работу основных приборов перед их эксплуатацией.
Скачать
В ГОСТ 12.4.250 указаны параметры спецодежды для сварщиков и основные правила безопасности при сваривании
</index>Используемые источники:
- https://rdm.by/opisanie-i-nastrojka-tig-ac-dc
- https://blog.svarcom.net/technologia-svarki/10-sovetov-dlya-tig-svarschika.html
- https://stankiexpert.ru/spravochnik/svarka/argonodugovaya-svarka-tig.html


 Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников
Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников Как настроить сварочный ток и выбрать диаметр электрода?
Как настроить сварочный ток и выбрать диаметр электрода? Выбираем сварочные полуавтоматы Aurora
Выбираем сварочные полуавтоматы Aurora Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».