Содержание
- 1 Настройка делительной головки
- 2 Настройка делительной головки
- 3 1)В Высота центров, мм.
- 4 2)В Цена деления лимба непосредственного деления 15°
- 5 3)В Предельные углы поворота оси шпинделя в вертик. плоск. — + 90° — 10°
- 6 4)В Конус шпинделя — Морзе4
- 7 5)В Диаметр отверстия шпинделя, мм. —— 40
- 8 6)В Характеристика дел. головки N= 40
- 9 7)В Диск непосредственного деления имеет по окружности делений.
- 10 8)В Делительный диск имеет отверстия:
- 11 а) с одной стороны — 16, 17, 19, 21, 23, 29, 30,31
- 12 б) с другой стороны – 33, 37, 39, 41, 43,47, 49, 54
- 13 9)В Набор сменных зубчатых колес для настройки гитары:
- 14 Проекты по теме:
- 15 Пример 1
- 16 Пример 2
- 17 Пример 3
- 18 Пример 4

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Озерский технологический институт
(филиал)
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«Московский инженерно- физический институт
(государственный университет)»
Настройка делительной головки
Учебное пособие
2006
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Озерский технологический институт
(филиал)
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«Московский инженерно- физический институт
(государственный университет)»
Настройка делительной головки
Учебное пособие
УТВЕРЖДЕНО
редсоветом института
в качестве методического пособия
 Сферы и особенности применения зубодолбежных станков
Сферы и особенности применения зубодолбежных станковОзерск — 2006
УДК 621.941
Настройка делительной головки:
Учебное пособие.-3-е изд. стереотип.- Озёрск: ОТИ МИФИ, 2006, 15с.
В настоящем пособии изложены устройство, способы настройки универсальной делительной головки. Рекомендуется для изучения студентами специальности .
Рецензент:
Озёрский технологический институт (филиал) ГОУ ВПО «МИФИ», 2006
Лабораторная работа
НАСТРОЙКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Цель работы: на примере универсальной делительной головки изучить делительный механизм, применяемый во многих станках, познакомиться с принципом сложения движений в процессе поворота заготовки на заданный угол и поступательного ее перемещения вдоль оси и настройки их для выполнения различных работ.
1. НАЗНАЧЕНИЕ УНИВЕРСАЛЬНОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Универсальные делительные головки типа УДГ-Д предназначены для поворота обрабатываемой детали на заданную величину при выполнении различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других подобных работ.
С помощью делительных головок можно делить обрабатываемую деталь по окружности на любое число частей до 400 без интервалов и на некоторое число более 400 с интервалами. Обработку деталей с помощью делительных головок можно производить в центрах, в самоцентрирующем патроне, на шпиндельной оправке и т. п.
 Технические характеристики четырехстороннего деревообрабатывающего станка
Технические характеристики четырехстороннего деревообрабатывающего станкаОна предназначена для закрепления заготовки, периодического поворота ее на равные и неравные окружности, а также для образования винтовых канавок на цилиндрических и конических поверхностях.
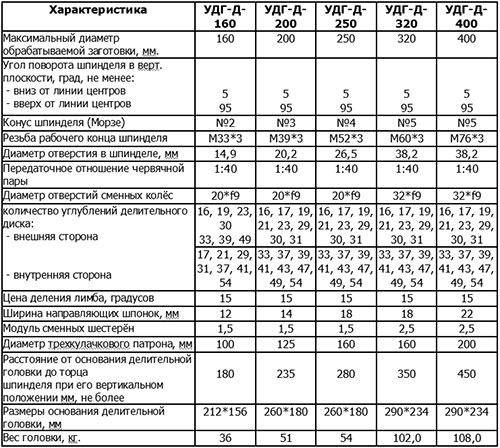
Обозначения и классы точности делительных головок типа УДГ-Д приведены в табл.1.
Таблица 1
|
КОД |
ОБОЗНАЧЕНИЕ |
КЛАСС ТОЧНОСТИ |
|
УДГ-Д-160А УДГ-Д-160 УДГ-Д-200А УДГ-Д-200 |
П П |
П Н П |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1)В Высота центров, мм.
2)В Цена деления лимба непосредственного деления 15°
3)В Предельные углы поворота оси шпинделя в вертик. плоск. — + 90° — 10°
4)В Конус шпинделя — Морзе4
5)В Диаметр отверстия шпинделя, мм. —— 40
6)В Характеристика дел. головки N= 40
7)В Диск непосредственного деления имеет по окружности делений.
8)В Делительный диск имеет отверстия:
а) с одной стороны — 16, 17, 19, 21, 23, 29, 30,31
б) с другой стороны – 33, 37, 39, 41, 43,47, 49, 54
9)В Набор сменных зубчатых колес для настройки гитары:
</h2></h2></h2></h2></h2></h2></h2></h2></h2></h2>
25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100
2. УСТРОЙСТВО ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Универсальная делительная головка (рис. 1) состоит из червячной пары и ряда зубчатых колес. Корпус 1 своими цапфами установлен на основании 2 и крепится к нему накидными хомутиками 3 от проворачивания. В подшипниках корпуса вращается шпиндель 4, на котором закреплены лобовой диск 5 для непосредственного отсчета поворота шпинделя, червячное колесо 6 и стопорное колесо 7.
На переднем конце шпинделя рядом с лобовым диском устанавливаются патроны для закрепления заготовок.
Поворот заготовки на определенный угол осуществляется вращением рукоятки 8 с пружинным фиксатором 9, который фиксирует рукоятку относительно делительного диска 10. От рукоятки 8 вращение через валик 11 передается зубчатыми колесами 12 и 13. Последнее соединено с валом 14, изготовленным за одно целое с падающим червяком 15. Червяк 15 вводится в зацепление с червячным колесом 6 вращением эксцентрика 16, который поднимает коробку червяка 17.
Рис. 1 Устройство делительной головки
3. СПОСОБЫ ДЕЛЕНИЯ
Универсальная делительная головка позволяет осуществлять поворот заготовки на определенный угол различными способами:
1.В Непосредственное деление окружности на 2, 3, 4, 6, 8, 12 и 24 части;
2.В Простое деление окружности на число частей от 2 до 2160 с интервалами;
3.В Дифференциальное деление окружности на число частей от 43 до 400 без интервалов.
3.1. НЕПОСРЕДСТВЕННОЕ ДЕЛЕНИЕ
Непосредственное деление окружности производится на части по 180, 120, 90, 60, 45, 30 и 15Вє или на 2, 3, 4, 6, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
Для непосредственного деления необходимо расфиксировать шпиндель, расцепить червяк 15 с червячным колесом 6 вращением эксцентрика 16 против часовой стрелки (рис. 1). Поворот шпинделя с заготовкой производится вручную за патрон, а отсчет угла поворота производится по лобовому диску 5, который имеет круговую шкалу (360 делений), проградуированную в градусах.
Для точного отсчета угла поворота имеется нониус 18, который позволяет производить отсчет с точностью до 5 мин.
Угол поворота заготовок определяется из соотношения:
О±Лљ = (1)
где Z – число делений заготовки.
После выполнения очередного поворота шпиндель необходимо стопорить вращением рукоятки 19 по часовой стрелке до упора.
3.2. ПРОСТОЕ ДЕЛЕНИЕ
При простом делении делительный диск с помощью защелки 20 соединяется непосредственно с корпусом головки, а падающий червяк вводится в зацепление с червячным колесом. Поворот шпинделя с заготовкой производится вращением рукоятки 8 делительного диска из условия 1/Z оборота заготовки соответствует n — оборотам рукоятки делительного диска.
Уравнение кинематического баланса (рис. 2.a)
(а) (б)
(в)
Рис. 2
Формула настройки делительной головки для определения угла поворота рукоятки делительного диска:
(2)
где n – число оборотов рукоятки делительного диска;
Z – число зубьев или канавок на обрабатываемой заготовке.
Если угол поворота заготовки задан в градусах, то согласно формулам (1) и (2) угол поворота рукоятки делительного диска можно определить по формуле:
Следовательно, формула настройки головки будет иметь следующий вид:
(3)
где n – число оборотов рукоятки делительного диска;
О± – угол поворота заготовки в градусах.
Величина n обычно выражается смешанным числом или неправильной дробью:
(4)
где А – целое число оборотов рукоятки;
В – число шагов отверстий, на которое необходимо дополнительно повернуть рукоятку;
С – число отверстий выбранной окружности.
При расчете настройки дробь нужно преобразовать таким образом, чтобы знаменатель ее был равен числу отверстий на одной из окружностей диска. Тогда числитель ее покажет число шагов отверстий (на данной окружности), на которое нужно повернуть рукоятку делительного диска.
Делительный диск головки типа УДГ-130 позволяет разделить заготовку простым способом на все числа от 2 до 60: на все четные и кратные 5 от 60 до 120, свыше же 120 и до 400 возможно деление только на некоторые числа.
Пример 1. Настроить делительную головку для нарезания зубчатого колеса Zо = 85 зубьям.
Число оборотов рукоятки определяется по формуле (2):
В делительном диске нет круга с количеством делений 85, поэтому необходимо дробь 40/85 преобразовать таким образом, чтобы в знаменателе получить число, равное числу имеющихся в наборе отверстий на одной из окружностей диска. Числа отверстий на делительном диске приведены в технической характеристике головки.
Следовательно, при нарезании шестерен с числом зубьев Z = 85 рукоятку с фиксатором надо установить по окружности диска, имеющей 34 отверстия. Для поворота заготовки на 1/85 ч. окружности необходимо повернуть рукоятку 8 (рис.1) на 16 шагов по выбранной окружности на диске.
Пример 2. Настроить делительную головку для поворота заготовки на угол = 51Лљ20О„.
Число оборотов рукоятки (формулы (3) и (4)) равно:
Это означает, что рукоятку с фиксатором надо установить по окружности делительного диска, имеющего 54 отверстия и повернуть ее на 5 полных оборота и плюс 38 шагов отверстий выбранной окружности.
Для удобства отсчета величины угла поворота рукоятки по делительному диску, головка оснащена раздвижным сектором, состоящим из двух радиальных линеек. После отсчета необходимого числа оборотов рукоятка дополнительно поворачивается на необходимое число шагов отверстий по установленным линейкам. Линейки разводятся на определенный угол, охватывая с наружной стороны отверстия начала и конца отсчета и надежно скрепляются винтом. Перед началом очередного деления одну линейку подводят в упор к штифту рукоятки, вставленному в отверстие диска. Другая же покажет отверстие, в которое необходимо вставить штифт рукоятки после поворота.
3.3. ДИФФЕРЕНЦИАЛЬНОЕ ДЕЛЕНИЕ
Дифференциальное деление применятся в случаях, когда осуществить деление простым методом, описанным выше, не представляется возможным. Для этого включают в схему делительной головки (рис.2б) сменные зубчатые колеса, связывающие шпиндель делительной головки и делительный диск, который освобождается от защелки.
Для настройки делительной головки при дифференциальном делении необходимо подобрать фиктивное число зубьев Zф, близкое к заданному числу зубьев так, чтобы была возможность далее осуществлять деление простым способом.
Число оборотов рукоятки определяется по формуле (2):
а) при заданном числе делений
,
б) при фиктивном числе делений
Величина дополнительного поворота рукоятки равна величине поворота делительного диска:
Величина поворота диска за время поворота шпинделя на 1/Z составит i1 оборота.
Так как угол дополнительного поворота рукоятки равен углу поворота диска, то можно написать следующее:
=
Тогда формула для определения передаточного отношения гитары сменных шестерен будет иметь вид:
Окончательная формула перепишется в следующем виде:
, (5)
где Z1, Z2, Z3, Z4 – числа зубьев сменных шестерен (приведены в технической характеристике);
Z – число зубьев или делений заготовки;
Zф – фиктивное число зубьев.
Из формулы следует, что при Zф > Z передаточное отношение больше нуля, и диск будет вращаться в направлении вращения рукоятки; если Zф < Z, то передаточное отношение будет меньше нуля, и диск будет вращаться против направления вращения рукоятки.
Изменение направления вращения диска осуществляется установкой одной промежуточной оси при i > 0, а при i < 0 устанавливаются две промежуточные оси для паразитных зубчатых колес из набора сменных зубчатых колес.
Пример 3. Настроить делительную головку для обработки зубчатого колеса с числом зубьев Z=127.
Принимаем Zф = 120.
Поворот рукоятки для деления определяем по формуле (2)
Сменные зубчатые колеса определяются по формуле (5)
4. НАСТРОЙКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ И СТАНКА ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВОЙ КАНАВКИ
На универсально-фрезерных станках с помощью универсальной головки можно обрабатывать винтовые поверхности.
Винтовая поверхность получается путем сложения продольной подачи стола и согласованного с ней вращения заготовки.
Вращение заготовки (рис. 2,в) осуществляется от ходового винта tх продольной подачи стола по цепи: ходовой винт – дифференциальная (винторезная) гитара сменных зубчатых колес (а, в, с, d), коническая передача, делительный диск, рукоятка, цилиндрическая зубчатая, червячная передача, шпиндель с заготовкой.
Расчетное перемещение следующее: 1 оборот заготовки должен соответствовать перемещению стола на один ход Т обрабатываемой винтовой поверхности.
Уравнение кинематического баланса:
tх = Т,
где Т – ход винтовой линии, в мм;
i2 – передаточное отношение винторезной гитары (рис.3);
tх – шаг ходового винта продольной подачи стола станка, мм.
Отсюда получаем формулу настройки винторезной гитары:
i2 = (6)
где a, в, с, d – числа зубьев сменных шестерен (приведены в технической характеристике головки).
Угол наклона винтовой поверхности ОІ к оси заготовки определяется по формуле:
(7)
где D – расчетный диаметр цилиндра или окружности винтовой линии, мм.
Настройка универсальной делительной головки для фрезерования винтовых канавок, равномерно расположенных по окружности, состоит из следующих этапов:
1. Подбор делительной окружности на делительном диске (определение числа оборотов рукоятки делительного диска);
2. Поворот стола универсально-фрезерного станка на угол, равный углу наклона винтовой линии канавки или зуба;
3. Настройка винторезной гитары. Подбор делительной окружности по методу простого деления.
Рис. 3 Настройка дифференциальной гитары
Пример 4. Настроить универсальную делительную головку для обработки зубьев цилиндрического колеса.
ДАНО: Число зубьев Z = 24, модуль нормальный mн = 3, угол наклона зуба ОІ = 23Лљ50′, направление винтовой линии зуба – правое.
1. Определить диаметр начальной окружности шестерни.
Dнач. =
2. Определить ход винтовой линии зуба.
Т =
3. Рассчитать и настроить головку на деление.
4.В Рассчитать и настроить винтовую гитару.
5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
5.1.В Изучить конструкцию универсального фрезерного станка и управление им по настенному плакату.
5.2.В Изучить делительную головку по данному руководству;
5.3.В Рассчитать и настроить делительную головку для выполнения индивидуального задания;
5.4.В Получить разрешение на выполнение работы;
5.5.В Обработать образцы и проконтролировать;
5.6.В Убрать станок и рабочее место;
5.7.В Заполнить отчет о проделанной работе;
6.В КОНТРОЛЬНЫЕ ВОПРОСЫ
6.1.В Назначение универсальной делительной головки.
6.2.В Классы точности делительных головок типа УДГ – Д.
6.3.В Устройство делительной головки.
6.4.В Способы деления.
6.5.В Непосредственное деление.
6.6.В Простое деление.
6.7.В Дифференциальное деление.
6.8.В Настройка делительной головки и станка для фрезерования винтовой канавки
Пожаловаться<center>Подпишитесь на рассылку:</center><center> </center>
</center>
Проекты по теме:
<center> Поиск</center><center>
Поиск</center><center> Вики</center><center>
Вики</center><center> Архив</center><center>
Архив</center><center> Дети</center><center>
Дети</center><center> Наука</center><center>
Наука</center><center> Бизнес</center><center>
Бизнес</center><center> Рабочие программы</center><center>
Рабочие программы</center><center> Факультеты</center><center>
Факультеты</center><center> Математика</center>
Математика</center>
С помощью делительной головки, у которой шпиндель приводится во вращение с помощью червячной передачи, можно выполнять технологические операции простого деления для всевозможных деталей, где требуется обработка поверхностей со сменой углового положения. У подобных делительных головок есть характеристики выражаемые числом оборотов, которые необходимо сделать рукояткой, чтобы шпиндель повернулся на один полный оборот.
Чтобы вычислить то число, на которое нужно повернуть рукоятку делительной головки для соответствующих поворотов шпинделя, используется следующая формула:
| n = | NZ |
n– обороты рукояткиN– характеристика делительной головкиZ– на сколько частей надо разделить
Если вместо буквы N поставить характеристику делительной головки, например 40, то получим:
| n = | 40Z |
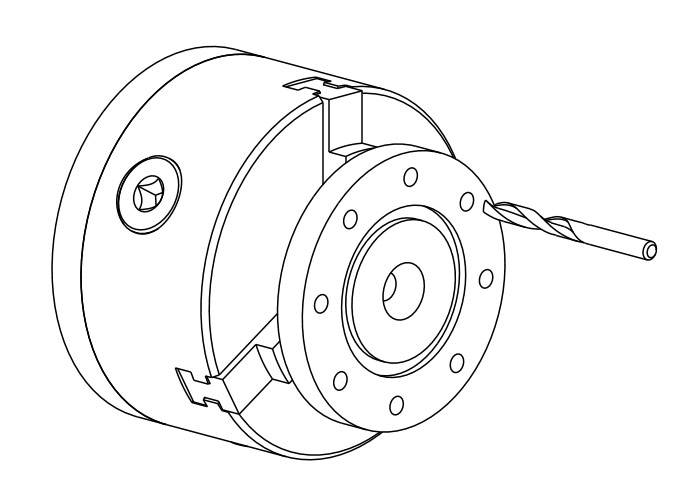
Пример 1
Допустим, требуется изготовить фланец с восьмью отверстиями. Для того чтобы просверлить равноудалённые отверстия на данном изделии, можно воспользоваться делительной головкой. В данной ситуации, прежде всего, нужно определить количество оборотов рукоятки, чтобы осуществлять поворот шпинделя на определённые углы. Так как характеристика делительной головки равна сорока то согласно формуле, это число надо разделить на число предполагаемых отверстий. Результатом деления будет целое число равное пяти.
| n = | 40Z | = | 408 | = 5 |
Зная результат расчёта, фланец закрепляется в патроне делительной головки и выставляется инструмент в позиции необходимом для начала обработки. Далее сверлится первое отверстие, после чего делается 5 полных оборотов рукоятки, обрабатывается следующее отверстие и так далее.
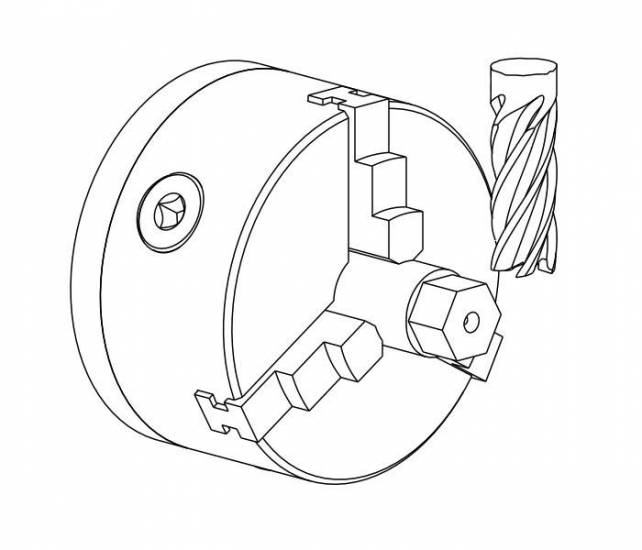
Пример 2
Для того чтобы отфрезеровать на части детали 3 равные грани её обычно закрепляют в патроне делительной головки. При необходимости деталь можно поджать центром задней бабки. И, конечно же, перед началом работы проводят необходимый расчёт.
В данном случае если характеристика делительной головки равна сорока, то нужно её значение разделить на три. В результате операции деления получится тринадцать целых оборотов и ещё одна треть. У полученной дроби знаменатель указывает на число отверстий делительного круга. Но так как диска с тремя отверстиями нет, то надо подобрать круг на диске, значение которого будет кратно трём. Таким параметрам соответствуют круги 21, 30, 33, 39, 54. За основу выберем число отверстий, которое будет наиболее удобно, например 21. Далее расширяем дробь одну третью до семи двадцать первых.
| n = | 40Z | = | 403 | = 13 | 13 | = 13 | 1 × 73 × 7 | = 13 | 721 |
Результатом вычислений получится дробь тринадцать целых семь двадцать первых, иначе говоря, рукоятку нужно повернуть 13 раз и ещё отсчитать 7 отверстий от начальной точки на круге с 21 отверстием.
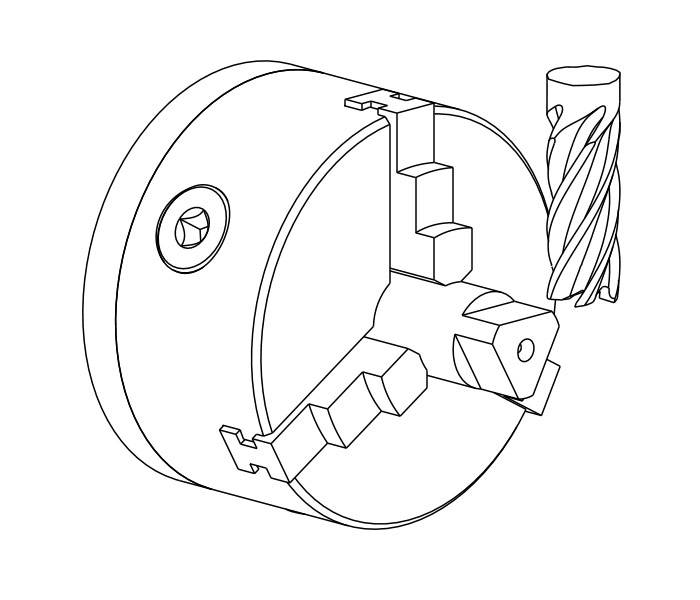
Пример 3
Самой распространённой технологической операцией при фрезеровании является обработка деталей с целью получения шестигранных поверхностей. Для того чтобы обработать шесть граней нужно определить количество оборотов рукоятки делительной головки, чтобы шпиндель в результате поворачивался на равные углы. Для этого нужно воспользоваться формулой расчёта при простом делении.
Если разделить сорок на шесть то получится шесть целых и дробное число четыре шестых, которое сокращается до двух третьих. Далее дробь две третьих расширяется до четырнадцати двадцать первых.
| n = | 40Z | = | 406 | = 6 | 46 | = 6 | 23 | = 6 | 2 × 73 × 7 | = 6 | 1421 |
Для поворота на одну грань шестигранника требуется сделать 6 полных оборотов и отсчитать ещё 14 отверстий на диске с 21 отверстием.
Пример 4
И, конечно же, что немало важно, делительная головка используется для изготовления шестеренок. Для определения их параметров используются стандартные модули, с помощью которых рассчитывается число зубьев.
Допустим, по результатам расчётов, у зубчатого колеса будет 30 зубьев. Это значит, что шпиндель делительной головки должен поворачиваться на двенадцать градусов после каждой обработки впадины зубчатого колеса модульной фрезой тридцать раз.
Чтобы настроить делительную головку нужно произвести необходимый расчёт:
| n = | 40Z | = | 4030 | = | 43 | = 1 | 13 | = 1 | 1 × 73 × 7 | = 1 | 721 |
В результате получится 1 полный оборот и ещё 7 добавочных отверстий, в данном случае на диске с 21 отверстием.
Главная > Оснастка > Приспособления > Делительные головки для фрезерных станков<index>
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.

Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
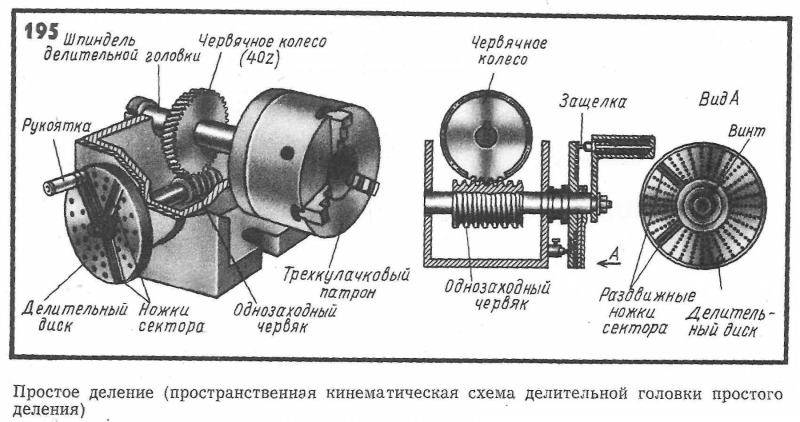
Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке на дифференциальное деление
- Кинематическая схема при настройке на нарезание винтовых канавок
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
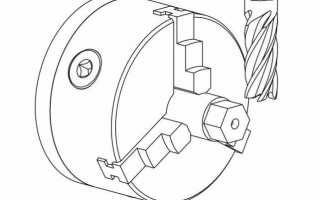
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет.
В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка.
</index>Используемые источники:
- https://pandia.ru/text/78/276/19992.php
- http://www.axispanel.ru/technology/metal-milling/just-division-calculation.php
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/delitelnye-golovki-dlya-frezernykh-stankov.html
</table></span>

 Как осуществляется автоматическая смена инструмента на станке с ЧПУ
Как осуществляется автоматическая смена инструмента на станке с ЧПУ Задняя бабка токарного станка
Задняя бабка токарного станка Классификация, расшифровка и схемы нарезных резьб на токарном станке
Классификация, расшифровка и схемы нарезных резьб на токарном станке Инструкция по эксплуатации токарного станка 1К62Д, технические характеристики
Инструкция по эксплуатации токарного станка 1К62Д, технические характеристики