Содержание
 Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Оглавление:
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
 Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
 Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
 Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Фуговально-рейсмусовый агрегат
 Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
 Сферы и особенности применения зубодолбежных станков
Сферы и особенности применения зубодолбежных станковИзготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
 Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
 Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.Электрический привод станка
 Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
- Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
 Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
- проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
 проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
 Настройка и работа в программе CNC USB Controller
Настройка и работа в программе CNC USB ControllerРубрики Это интересно
- Торцовочная пила с протяжкой по дереву: устройство, рейтинг
- Фуговальный станок по дереву для домашней мастерской
- Циркулярный станок по дереву: конструкция и разновидности
- Распиловочный станок по дереву: строгальный станок для дома
- Описание, характеристики и выбор электрического рубанка
Первый запуск станка с ЧПУ. Пошаговая инструкция.
Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-pervomu-zapusku-stanka-2.html
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
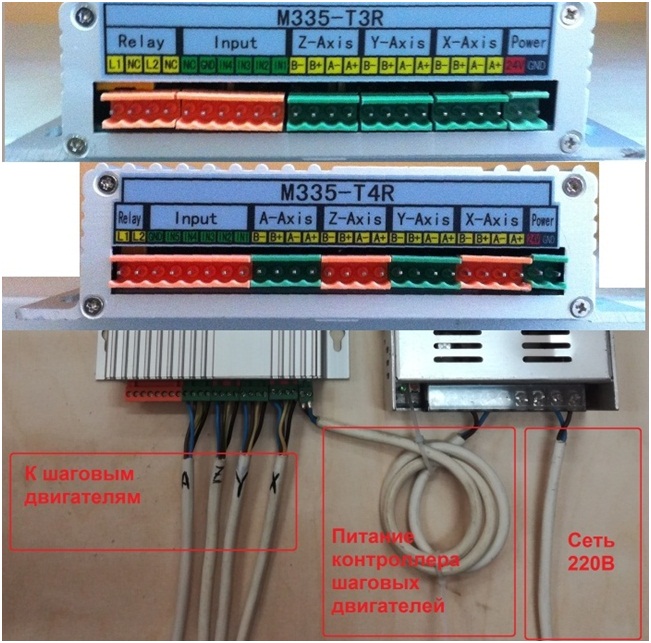 Рисунок 1.подключение контролера шаговых двигателей
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.
 Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.
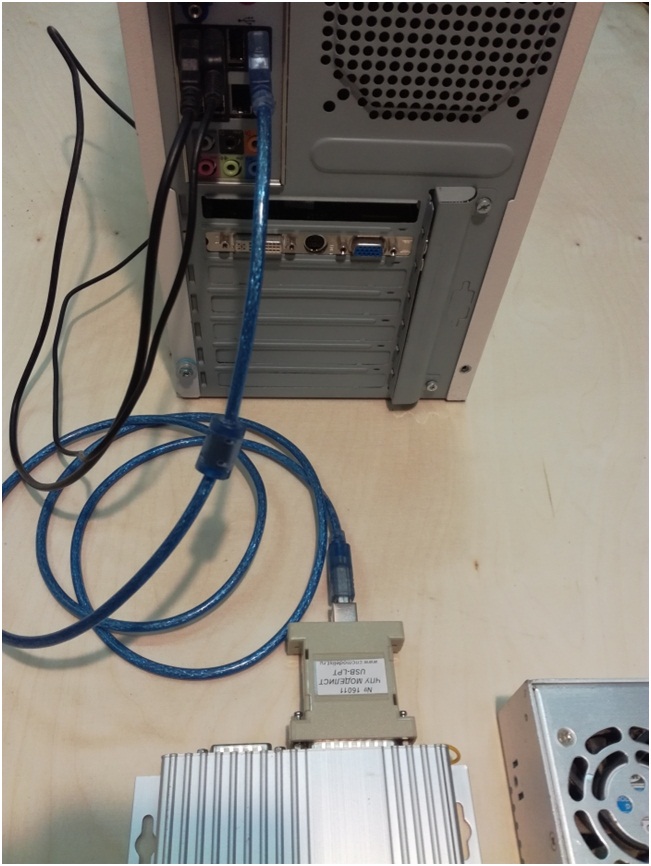
Рекомендуемый вариант подключения рисунок 3.
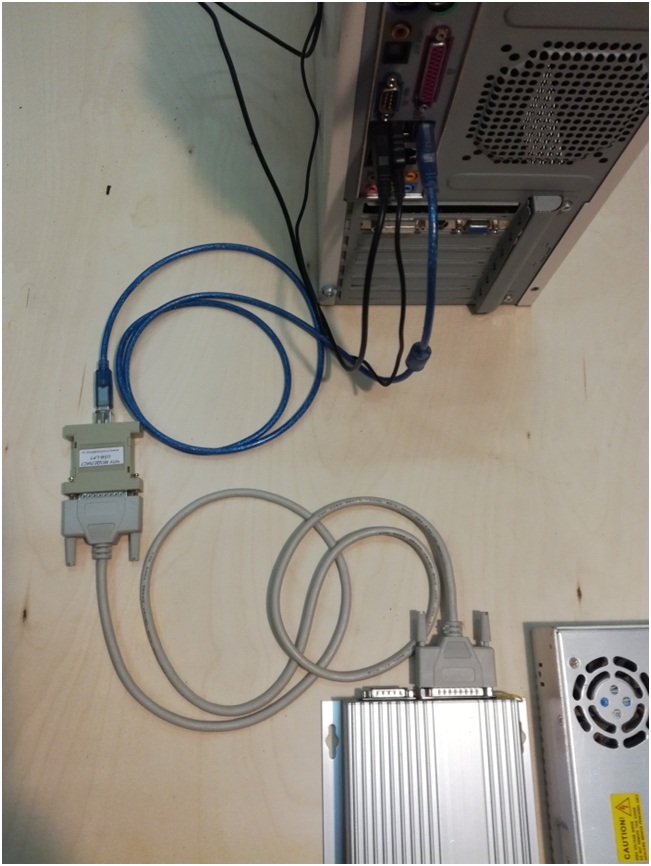
Рисунок 4
ШАГ 2. Подготовка шпинделя.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT портневозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach3 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно черезLPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach3.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach3 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya.html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3.3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach3 Loader», остальные ярлыки можно удалить.

4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.

Рисунок 6.

Рисунок 7.
4.8 Загружается главное окно программы Mach3, Рисунок 8.
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACH3 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.
Рисунок 10
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach3 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACH3.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach3 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.
Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach3, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach3.
5.7 Закрываем Mach3 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.
Рисунок 18.
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.
Рисунок 20.
Рисунок 21.
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.
Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:
Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
Рисунок 27. Установленные прижимы
Рисунок 28. Закрепленная прижимами заготовка
Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach3 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach3, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
Рисунок 33.
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :— запускаем систему жидкостного охлаждения шпинделя (включаем насос).— включаем частотный преобразователь.— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.— нажатием кнопки RUN производим запуск шпинделя.
Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.
Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach3
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание. Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:-клавишами ← и ↓ установите каретку станка в левый нижний угол. — клавишей и PgUp поднимите шпиндель вверх до упора.— нажмите кнопку “RESET” на главном экране Mach3.— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)— на главном экране Mach3 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.-нажмите кнопку “RESET” и машинные координаты обнулятся.— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
 Одна из первых задач в создании успешного проекта, сделать ровную плоскую и квадратную заготовку. Рассмотрим, как работает фуганок, как его настроить и правильные приемы работы на фуганке. Для начала рассмотрим все шаги, которые я использую для поддержания инструмента в хорошем рабочем состоянии, после этого рассмотрим ряд приемов в работе, которые помогут получить наилучшие результаты.
Одна из первых задач в создании успешного проекта, сделать ровную плоскую и квадратную заготовку. Рассмотрим, как работает фуганок, как его настроить и правильные приемы работы на фуганке. Для начала рассмотрим все шаги, которые я использую для поддержания инструмента в хорошем рабочем состоянии, после этого рассмотрим ряд приемов в работе, которые помогут получить наилучшие результаты.
Фуганок.
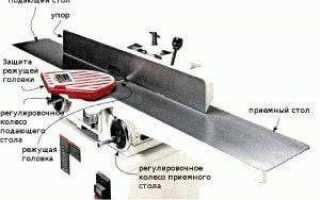
На первый взгляд, устройство фуганка кажется довольно простым — длинная, плоская поверхность, с острыми лезвиями. Подающий и приемный столы, если взглянуть ближе показывают, что на самом деле это два отдельных стола:
- подающий стол, место где размещается заготовка и перемещается к режущей головке;
- приемный стол, где размещается заготовка после прохода над режущей головкой. (См. фото внизу, оно поможет вам определить основные части фуганка.)

Настройка столов между собой является критической точкой и является первым этапом, чтобы настроить фуганок. На рисунке слева показано, как использовать линейку, чтобы проверить, что два стола параллельны, снимите защиту режущей головки. Теперь для проверки, положите вдоль столов линейку. Проверяйте параллельность в нескольких точках по ширине стола, чтобы убедиться, что они в одном уровне, (фото справа).
фуганок. На рисунке слева показано, как использовать линейку, чтобы проверить, что два стола параллельны, снимите защиту режущей головки. Теперь для проверки, положите вдоль столов линейку. Проверяйте параллельность в нескольких точках по ширине стола, чтобы убедиться, что они в одном уровне, (фото справа).
Самые  распространенные проблемы, с которыми вы столкнетесь, неровности в виде выпуклости или вогнутости на заготовках. Вогнутая форма заготовки является результатом того, что наружные края подающего или приемного столов опущены ниже уровня. (Это будет отображаться как зазоры на краях линейки в начале и конце столов фуганка.) Выпуклая форма заготовки означает, что внутренние края столов имеют наклон к режущей головке.
распространенные проблемы, с которыми вы столкнетесь, неровности в виде выпуклости или вогнутости на заготовках. Вогнутая форма заготовки является результатом того, что наружные края подающего или приемного столов опущены ниже уровня. (Это будет отображаться как зазоры на краях линейки в начале и конце столов фуганка.) Выпуклая форма заготовки означает, что внутренние края столов имеют наклон к режущей головке.
Ножи.
 Следующее, что нужно проверить, ножи. Высота ножей должна быть равной высоте приемного стола. Если заготовка после строгания имеет порывистость или большие сколы, есть вероятность того, что ножи не отрегулированы. На рисунках слева показано, как используя линейку проверить, что все ножи расположены на одной высоте. Используя гаечный ключ, ослабьте прижимную планку ножа, сделайте необходимые исправления и затяните гайки прижимной планки. Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Следующее, что нужно проверить, ножи. Высота ножей должна быть равной высоте приемного стола. Если заготовка после строгания имеет порывистость или большие сколы, есть вероятность того, что ножи не отрегулированы. На рисунках слева показано, как используя линейку проверить, что все ножи расположены на одной высоте. Используя гаечный ключ, ослабьте прижимную планку ножа, сделайте необходимые исправления и затяните гайки прижимной планки. Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Глубина строгания. Настроив высоту ножей, переходим к настройке ножей на глубину строгания, это означает на какую глубину будет фуганок остругивать древесину при каждом проходе. На самом деле, глубина строгания устанавливается перемещением подающего стола вверх или вниз. Существует две наиболее распространенных ошибки. Первая ошибка — большая глубина строгания, меньшая глубина строгания помогает свести рывки и сколы на изделии к минимуму. Другая распространенная проблема, которая требует регулировки приемного стола, когда фуганок делает глубже срез на краю заготовки. Обычно это исправляется регулировкой, нужно искать, в каком месте нет параллельности между столами и режущей головкой. Упор. Следующий шаг в настройках, это проверить упор на фуганок. Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
Упор. Следующий шаг в настройках, это проверить упор на фуганок. Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
СОЕДИНЕНИЕ ЗАГОТОВОК.
Первый шаг в фуговании пиломатериалов, соединение двух заготовок между собой, операция наиболее нам знакомая. Совмещение краев и плоскостей требует их абсолютной параллельности и прямоугольности. Дальше рассмотрим несколько советов, которые помогут получить хороший результат.
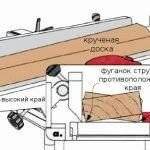
 Направление волокон. Первое, что рассмотрим, как определить направление волокон на заготовках. Чтобы избежать неровностей и сколов, нужно определить на изделие клиновидное направление волокон и подавать заготовку к ножам узкой частью клина, а не широкой. Если ориентации заготовки выбрана неверно, в начале строгания вы почувствуете сильные удары ножей по заготовке. Фото слева иллюстрирует направление волокон.Глубина среза. Как я уже отмечалось ранее, глубина строгания на моем фуганке установлена не более 1.7мм. Такая настройка, способствует гладкому фугованию, и это также помогает увеличить жизнь острым ножам между заточками. Исключение составляет работа с очень неровными пиломатериалами. В этом случае, я не против того, чтобы более агрессивно остругать заготовку, пока не получу более менее плоскую сторону. Таким образом, даже если и будет скол, он будет устранен позже.Фугование кромок. Хитрость тут в том, что нужно держать заготовку лицом к упору и сохранить края квадратными. На фотографиях ниже, показаны основы метода.
Направление волокон. Первое, что рассмотрим, как определить направление волокон на заготовках. Чтобы избежать неровностей и сколов, нужно определить на изделие клиновидное направление волокон и подавать заготовку к ножам узкой частью клина, а не широкой. Если ориентации заготовки выбрана неверно, в начале строгания вы почувствуете сильные удары ножей по заготовке. Фото слева иллюстрирует направление волокон.Глубина среза. Как я уже отмечалось ранее, глубина строгания на моем фуганке установлена не более 1.7мм. Такая настройка, способствует гладкому фугованию, и это также помогает увеличить жизнь острым ножам между заточками. Исключение составляет работа с очень неровными пиломатериалами. В этом случае, я не против того, чтобы более агрессивно остругать заготовку, пока не получу более менее плоскую сторону. Таким образом, даже если и будет скол, он будет устранен позже.Фугование кромок. Хитрость тут в том, что нужно держать заготовку лицом к упору и сохранить края квадратными. На фотографиях ниже, показаны основы метода.



Начните с давления на передний край заготовки при перемещении ее к режущей головке. Перемещая заготовку смещайте и давление на нее, вначале к средине, а потоми на край. Ваши усилия должны быть направлены на постоянный контакт заготовки с приемным столом и упором. При последнем проходе, нужно снизить скорость подачи изделия, этим шагом получим ровный край, без ряби. Медленный проход даст гладкий край и сделает прочное соединение. При подготовке деталей к сращиванию, внимательно обследуйте каждую заготовку, тщательно выполните подгонку кромок, что бы не было зазоров и подберите по направлению волокон каждую заготовку в соединении, чтобы как можно незаметнее было видно место соединения. Подбор в заготовках направления волокон, часто более сложное, чем подгонка краев для соединения. На рисунках ниже показано, приемы работ при стругании доски, как остругать изогнутую и крученую доску.


Используемые источники:
- https://instrument.guru/elektro/fugovalnyj-stanok-po-derevu-dlya-domashnej-masterskoj.html
- https://cncmodelist.ru/stati/225-pervyj-zapusk-stanka-s-chpu-chasto-zadavaemye-voprosy.html
- https://woodjig.net/fuganok-nastroyka-i-priemi-raboti/

 Управление устройствами на 220в через LPT порт (полный цикл создания)
Управление устройствами на 220в через LPT порт (полный цикл создания) Балансировочный станок: инструкция по применению. Ошибки балансировочного станка
Балансировочный станок: инструкция по применению. Ошибки балансировочного станка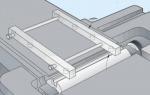 Идеальный ноль: настройка ножей строгального станка
Идеальный ноль: настройка ножей строгального станка Инструкция по эксплуатации токарного станка 1К62Д, технические характеристики
Инструкция по эксплуатации токарного станка 1К62Д, технические характеристики