Содержание
- 1 Краткая история серии
- 2 Назначение и область применения токарно-винторезного станка по металлу
- 3 Основные разновидности и расшифровка модификаций
- 4 Технические характеристики
- 5 Общая конструкция и принцип работы
- 6 Фото и описание устройства
- 7 Инструкция по первому запуску и эксплуатации
- 8 Правила эксплуатации и ухода
- 9 Паспорт
- 10 Современные аналоги
- 11 Преимущества модели
- 12 Технические характеристики и паспорт
- 13 Назначение и область применения
- 14 Инструкция по эксплуатации
- 15 Габаритные размеры рабочего пространства
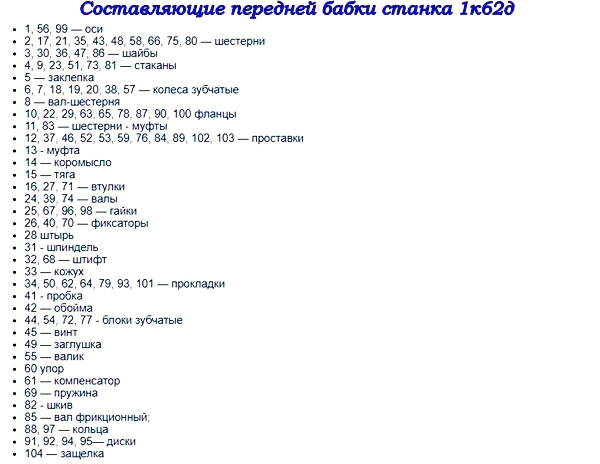
- 16 Расположение и спецификация составных частей
- 17 Расположение органов управления
- 18 Схема кинематическая
- 19 Схема электрическая
- 20 Подробнее об электрической схеме
- 21 Заключительные мысли
Первый 1К62 выпустил Московский станкостроительный завод «Красный пролетарий».
Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история 1К62, почему им активно пользовались предприятия?
Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.

Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
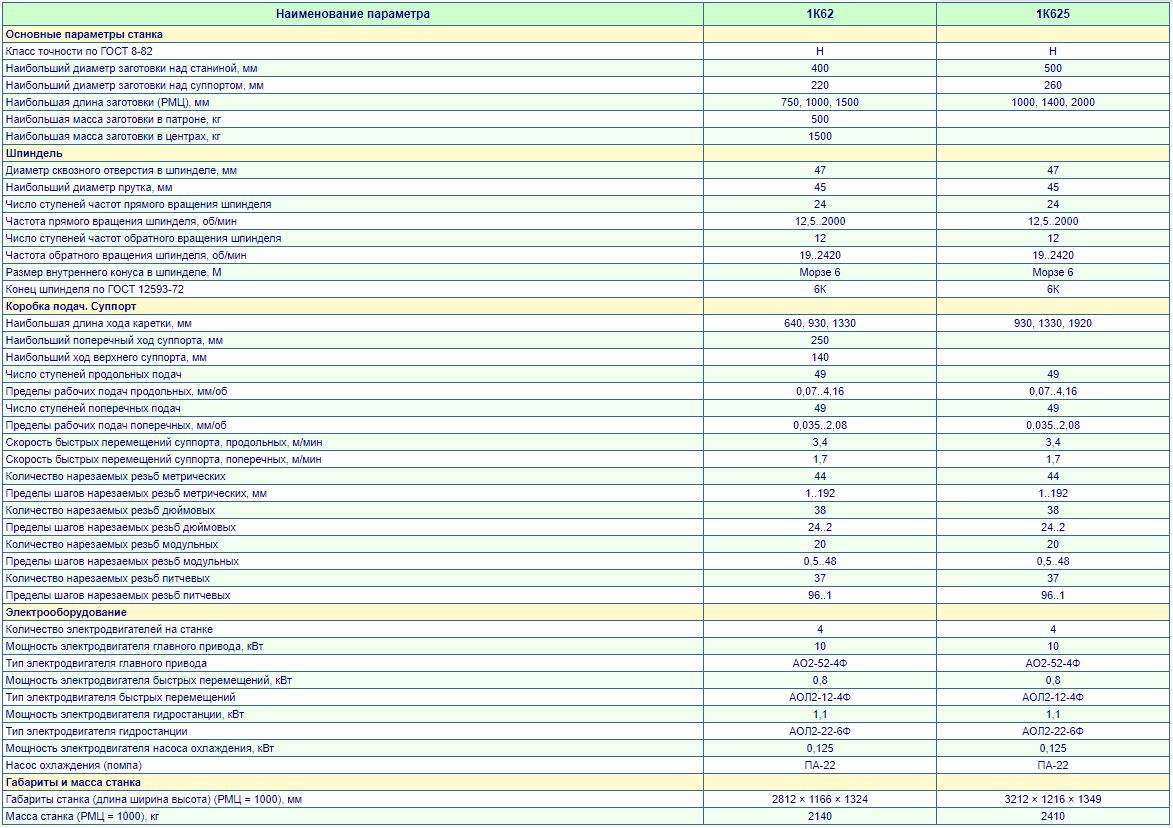
Технические характеристики
Основными техническими характеристиками выделяют:
- Диаметр обработки над суппортом — двести мм.
- Расстояние между центрами составляет тысячу мм.
- Мощность электродвигателя — 10 квт
- Масса станка — 3035 кг.
- Поперечное смещение корпуса примерно пятнадцать мм.
Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
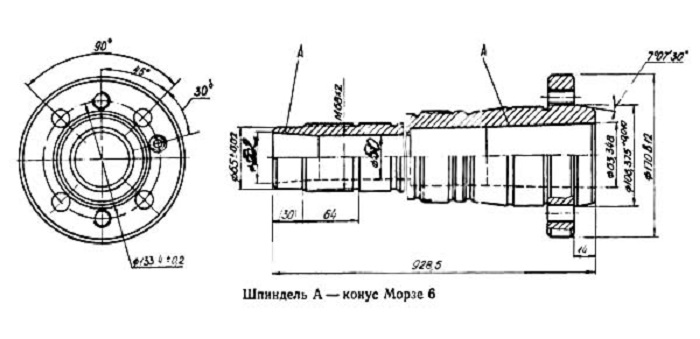
Шпиндель
Шпиндель — вал, имеющий правые, левые обороты вращения. Шпиндель устанавливается для фиксации инструментов, а также заготовок. Следовательно, к нему крепится зажимный патрон или другие элементы. Это зависит от аппарата.
Суппорт и подачи
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Коробка подач служит для переключения скорости вращения ходового винта, вала, то есть для выбора скорости подачи резца вдоль оси шпинделя. Внутри коробки обычно расположен редуктор.
Редуктор сделан из зубчатых передач, которые переключаются. На входной вал подач поступает крутящий момент от шпинделя. Перед этим он проходит через гитару.
 Сферы и особенности применения зубодолбежных станков
Сферы и особенности применения зубодолбежных станков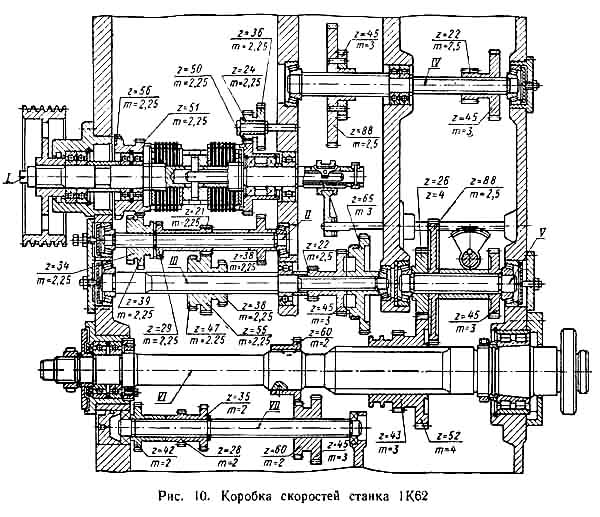
Резцовые салазки
Резцовые салазки — одни из основных узлов суппорта. Их устанавливают под углом к осевой линии центров станка. Обработка конуса происходит при ручном перемещении резцовых салазок. Этот способ позволяет обрабатывать внутренние, наружные конуса с любыми углами уклонов.
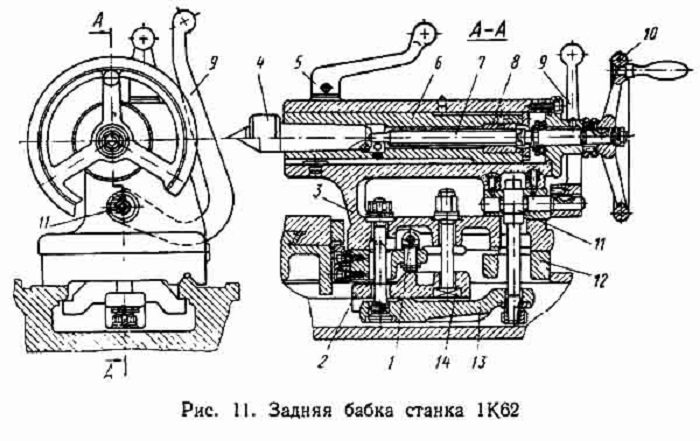
Задняя бабка
Бабка — узел, который используется во многих металлорежущих станках. Бабка точно поддерживает, перемещает деталь относительно инструмента, который ее режет. Обычно она находится, крепится на станине. Различают три функции:
- Передняя.
- Задняя.
- Шлифовальная.
У задней, у узла есть конусное отверстие для установки центра. Центр поддерживает заготовку и используется для закрепления инструмента.
Электрооборудование
Электрооборудование предназначается для приведения агрегатов, механизмов в движение, автоматического управления ими, контролирования их состояния. От электрооборудования зависит производительность, надежность агрегатов.
Габариты и масса
У агрегата имеются габариты, масса:
- Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
- Мощность насоса охлаждения — 0,12 Квт.
- Габаритные размеры станка составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
- Масса станка составляет три тысячи тридцать пять килограмм.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
 Классификация, расшифровка и схемы нарезных резьб на токарном станке
Классификация, расшифровка и схемы нарезных резьб на токарном станкеВ левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.

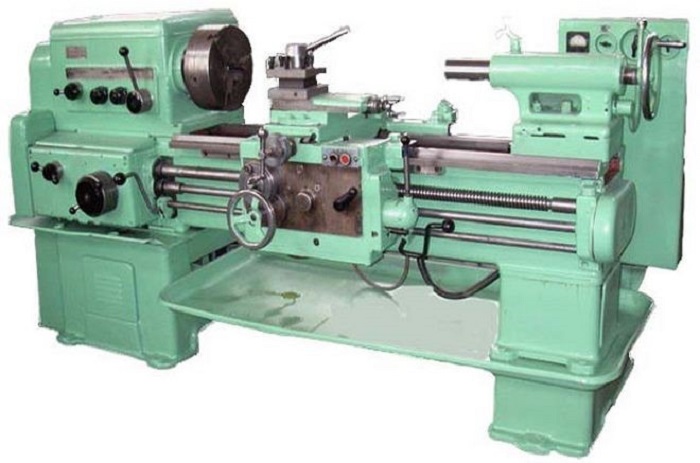
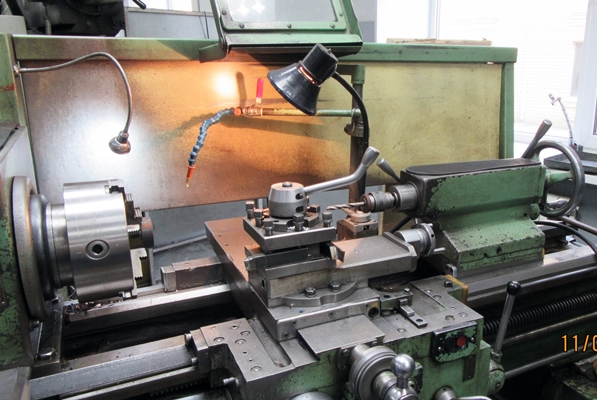
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.

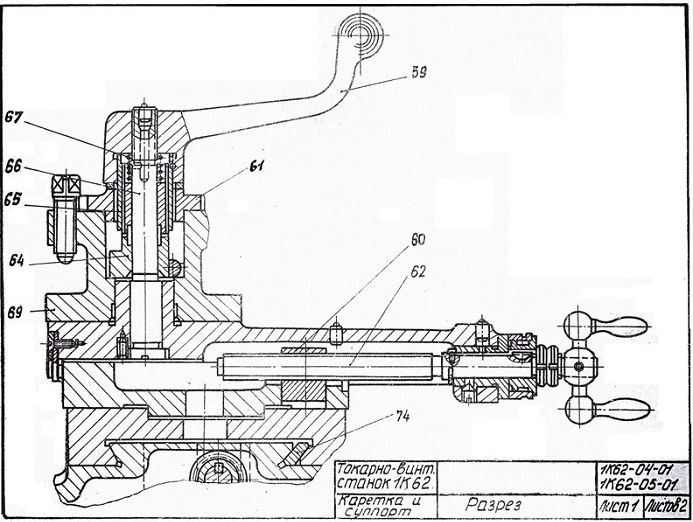
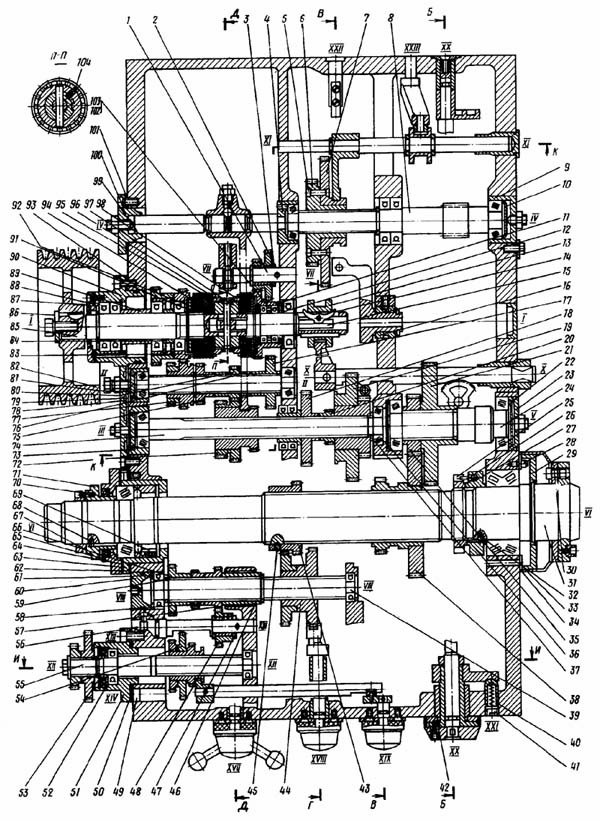
Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.
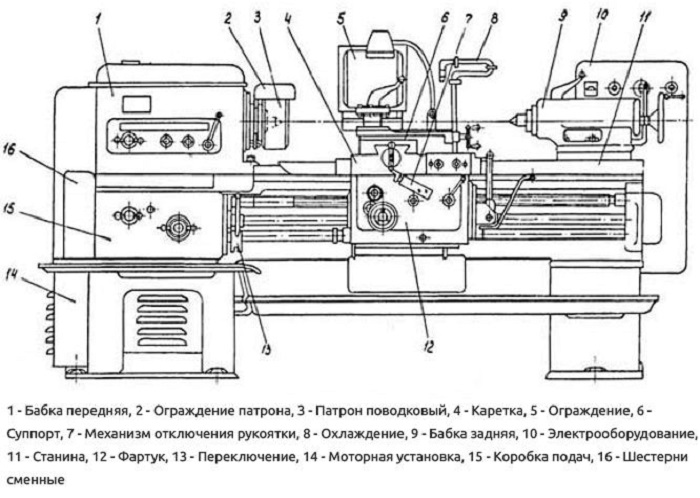
Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
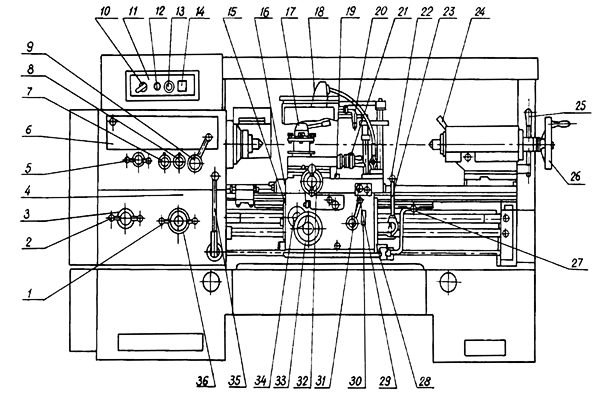
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.
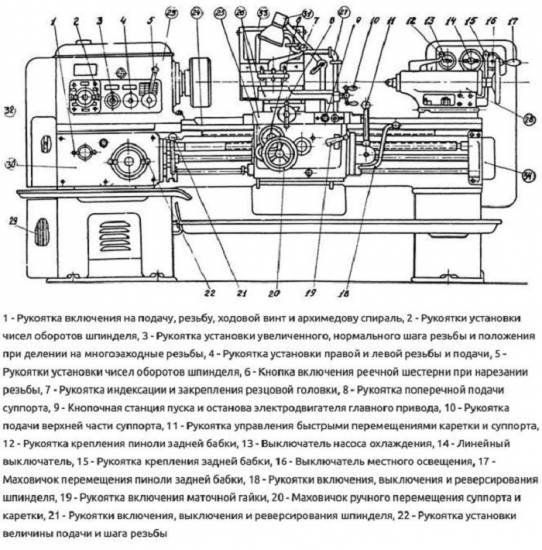
Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
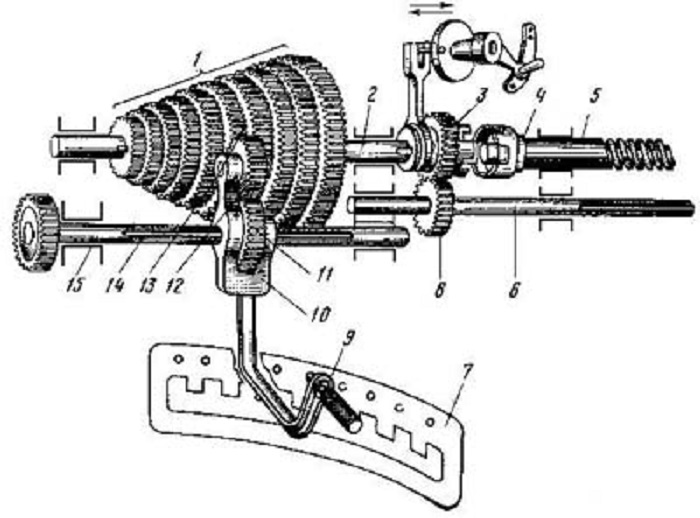
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
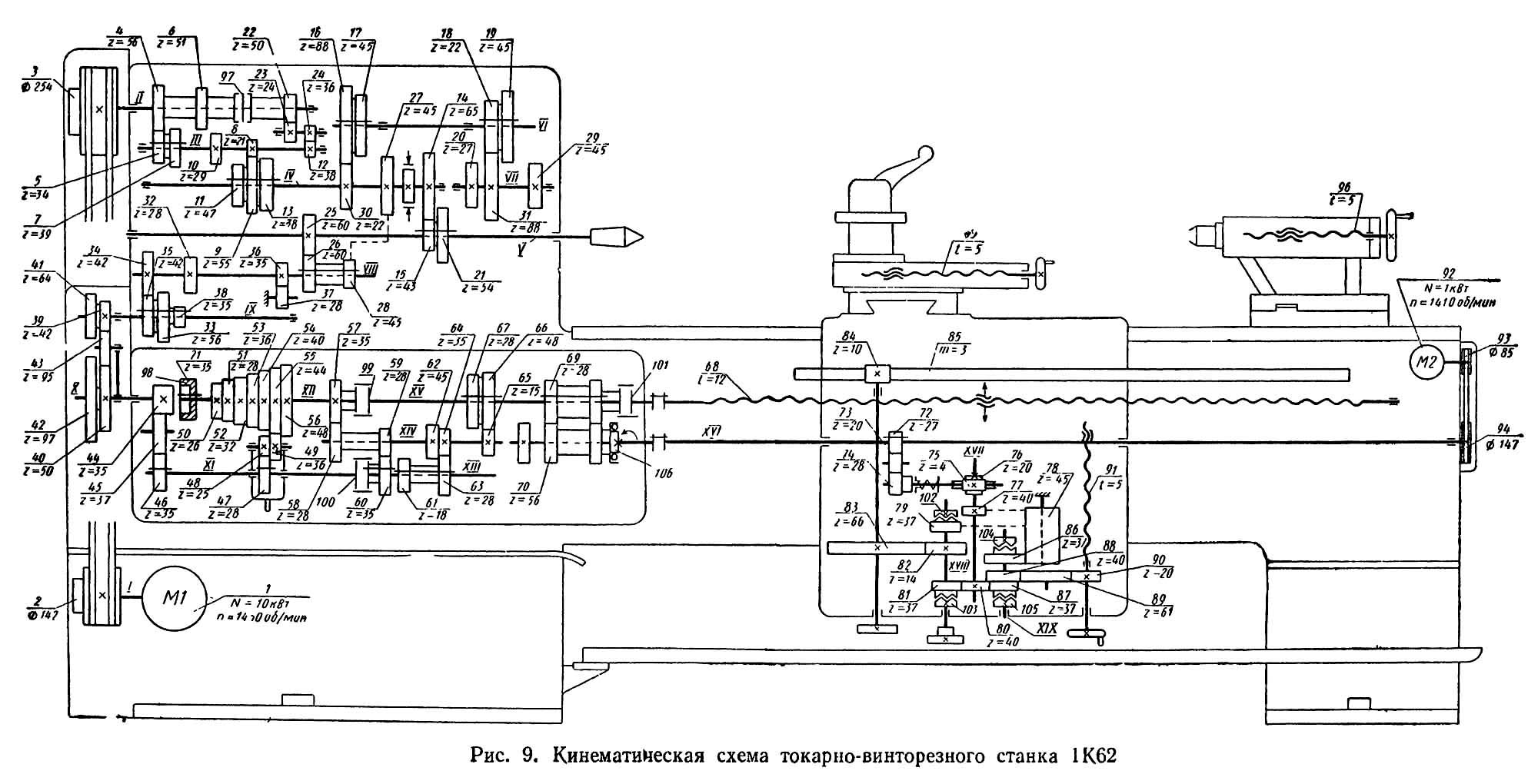
Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.
Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.
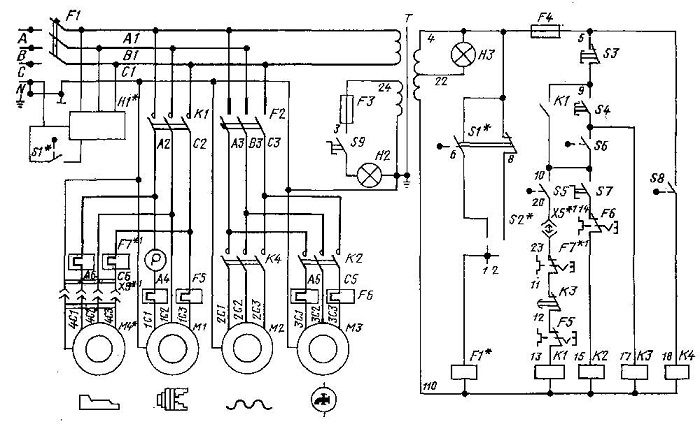
Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Инструкция по первому запуску и эксплуатации
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
- Роба должна быть застегнута.
- Очки, спецодежда должна быть одета.
- Надо проверить исправность узлов.
- Свет должен быть настроен.
- На рабочем месте не должно быть лишних предметов.
Только после всех этих процедур аппарат можно спокойно запустить.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Паспорт
В паспорте указаны все технические характеристики модели, её схемы, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому агрегаты 1К62, скорее всего, гордятся своим аналогом.
Токарный
Технические характеристики токарного станка 1К62Д, преимущества перед другими станками, инструкция по эксплуатации и подробный разбор области применения.
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.
У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
- Плашки.
- Метчики.
- Зенкера.
- Свёрла.
- Развёртки.
- Резцы.
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.
Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Читайте также: Виды и классификация токарных станков
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
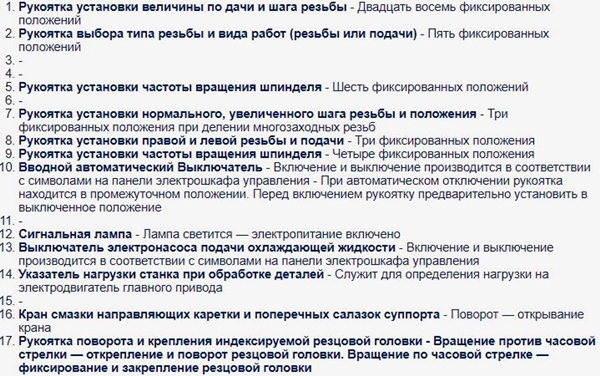
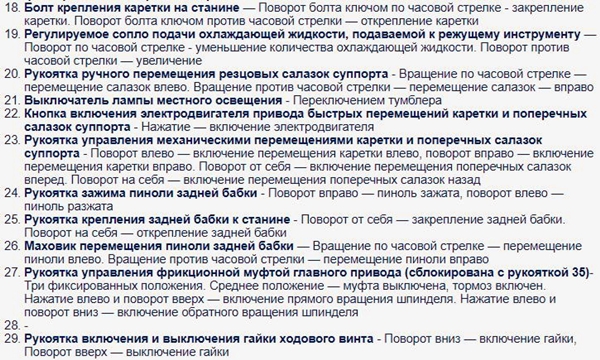
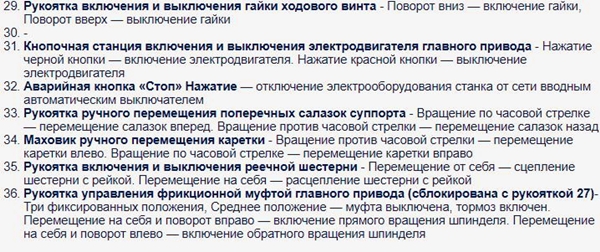
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.
Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Читайте также: Виды и характеристики СОЖ для токарных станков, как сделать своими руками
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Скачать схему в полном размере
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Скачать схему в полном размере
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Используемые источники:
- https://vseostankah.com/tokarnyj-stanok-po-metallu/1k62-instruktsiya-po-ekspluatatsii.html
- https://vseochpu.ru/tokarnyj-stanok-1k62d/


 Балансировочный станок: инструкция по применению. Ошибки балансировочного станка
Балансировочный станок: инструкция по применению. Ошибки балансировочного станка R13-PROJECT
R13-PROJECT Привет студент
Привет студент Уроки работы фрезером по дереву: нарезка шипов, выборка паза
Уроки работы фрезером по дереву: нарезка шипов, выборка паза