Содержание
- 1 Методы получения резьб
- 2 Классификация резьб
- 3 Инструмент для нарезания резьб
- 4 Техника нарезания резьбы
- 5 Нарезание резьбы на станках
- 6 Нарезание резьбы резцом
- 7 Материалы
- 8 Оборудование для нарезания резьбы
- 9 Что необходимо для изготовления резцов
- 10 Нарезание резьбы метчиком
- 11 Способы обработки
- 12 Нарезание резьбы плашкой
- 13 Контроль качества нарезания резьбы
- 14 Правила нарезки

Наладка и настройка токарного станка производится с целью подготовки оборудования к выполнению заданной работы. Наладка станка состоит в правильной установке и закреплении режущего инструмента в соответствующих приспособлениях на станке, в установке и закреплении заготовки непосредственно на станке или в приспособлении, в смазке станка перед его пуском, в подводе смазочно-охлаждающей жидкости и в выполнении некоторых других подготовительных операций.
Настройка токарного станка состоит в его кинематической подготовке для выполнения обработки заготовки в соответствии с выбранным или заданным режимом резания. Для этого настраивают кинематические цепи станка, устанавливая в должные Положения органы управления скоростями главного движения и движения подачи. Нередко для этого предварительно подсчитывают необходимые передаточные отношения настраиваемых цепей, затем устанавливают эти отношения с помощью рукояток коробки скоростей и коробки подач, переключением числа оборотов регулируемого электродвигателя, установкой соответствующих зубчатых колес, сменных кулачков, копиров и т. д.
В общем случае для настройки токарно винторезного станка требуется расчетное определение:
- передаточного отношения органа настройки скоростной цепи — для получения заданного числа оборотов шпинделя;
- передаточного отношения органа настройки цепи подач для осуществления заданной подачи или заданного шага нарезаемой резьбы.
Настройка скоростной цепи современных токарных станков не требует каких-либо расчетов и состоит в переключении рукояток коробки скоростей (см. Токарный станок по металлу: назначение, компоновка, параметры, 1 и 5 на рис. 2) в положения, соответствующие требуемому числу оборотов шпинделя. Для сокращения затраты времени на переключения на станках имеются таблицы, указывающие, при каком положении рукояток получается каждое из чисел оборотов. При бесступенчатом регулировании скорость вращения шпинделя указывается стрелочным прибором.
Движение подачи при токарной обработке сообщается ходовым валиком каретке суппорта или его поперечным салазкам. Требуемая величина подачи на один оборот шпинделя устанавливается переключением рукояток без каких-либо расчетов. Величины возможных подач предварительно вычислены и оформлены в виде таблиц, облегчающих процесс переключений. Механизм подачи, например токарного станка 1К62, дает 42 различные продольные подачи в пределах 0,07 — 4,16 мм/об и столько же поперечных в пределах 0,035 — 2,08 мм/об шпинделя.
При нарезании резьб используют оба органа настройки — коробку подач и гитару сменных колес, которая перестраивается только при изменении вида нарезаемых резьб (табл. 1).
<index>Содержание
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
- левая;
- правая.
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
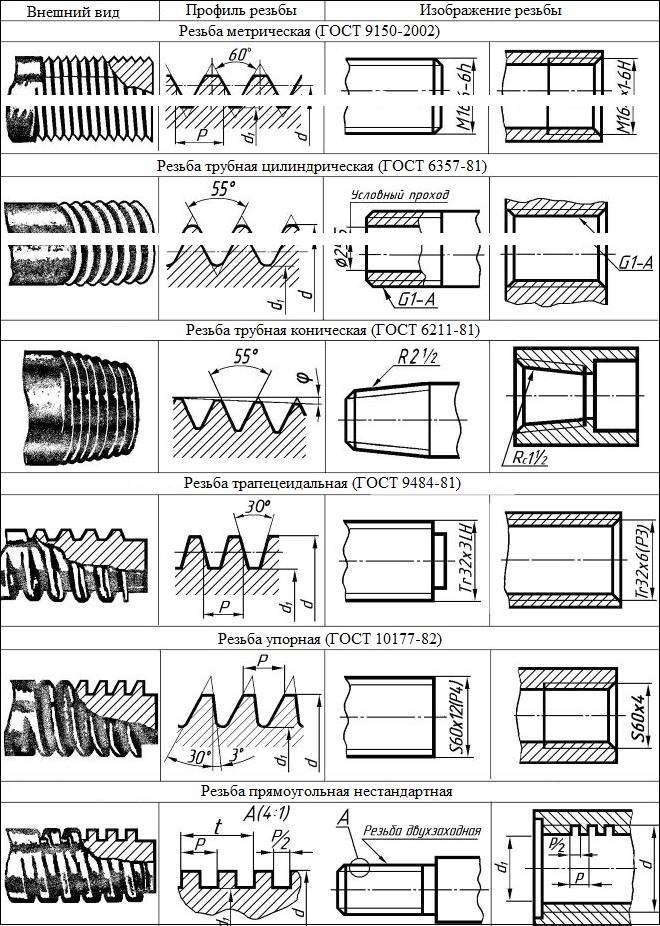
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
 Уроки работы фрезером по дереву: нарезка шипов, выборка паза
Уроки работы фрезером по дереву: нарезка шипов, выборка паза- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.

Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить. В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Техника нарезания резьбы
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.
Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
Способ нарезки винтовой нити на токарном станке определяется количеством и размером детали, наличием соответствующего инструмента.
 R13-PROJECT
R13-PROJECTКак нарезать резьбу на токарном станке 1к62</index>
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
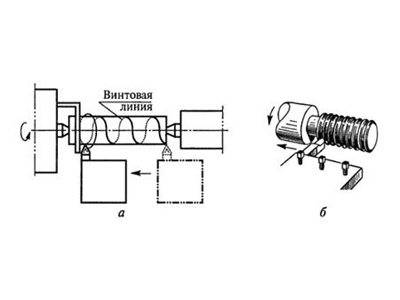
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Читайте также: Выбор электролобзика для дома: характеристики, параметры, ТОП-5
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
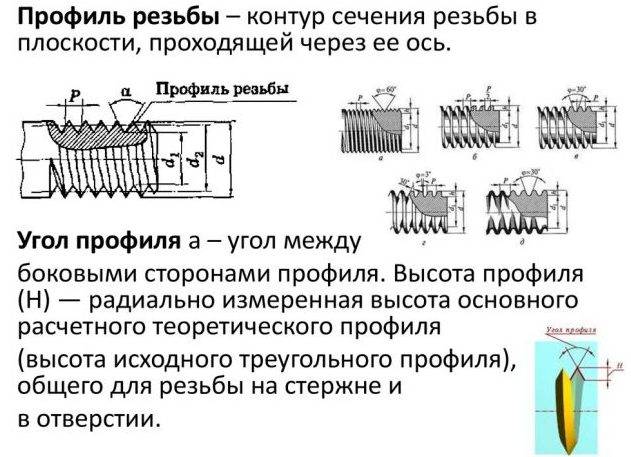
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
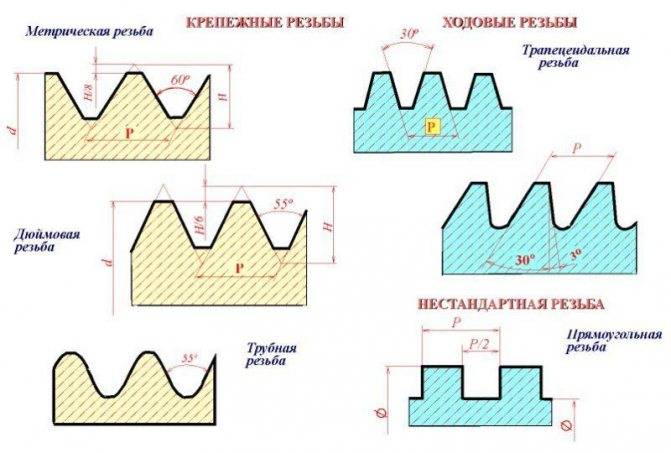
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Нарезание резьбы на станках
Процесс формирования винтового соединения представляет собой перемещение режущего инструмента относительно оси заготовки и равномерное прорезание углубления по винтовой линии резьбы. Параметры соблюдения размерности обеспечивает специализированный инструмент либо согласование подачи станка и скорости вращения детали.
Читайте также: Стамеска. Назначение, виды и рекомендации по выбору
Основные параметры резьбы:
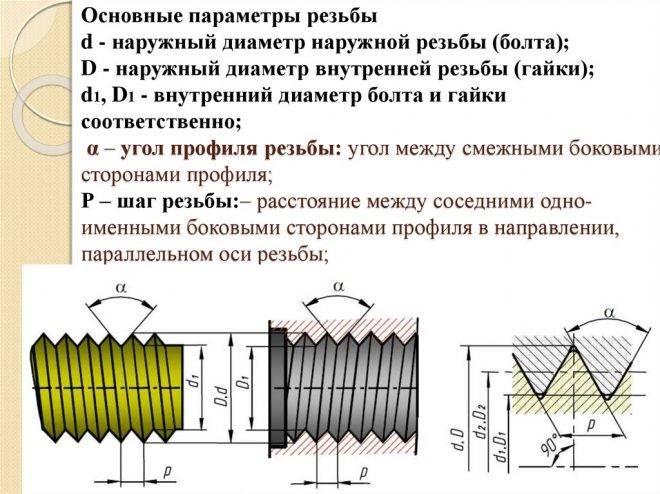 Параметры резьбы
Параметры резьбы
- Шаг резьбы – расстояние между вершинами соседних витков;
- Угол подъёма (увеличения) – соотношение скоростей вращения шпинделя станка и величины подачи инструмента.
Настройки нарезания стандартной резьбы на токарно-винторезном станке задаются специализированным инструментом. Простейшими операциями считаются нарезание резьбы плашкой (леркой), метчиком на крепеже.
Сложные по исполнению, заглублению и конфигурации виды резьбы на цилиндрической либо конической поверхностях требуют переналадки оборудования. Подбираются табличные режимы нарезания резьбы на станке.
Помимо сопряжения и уплотнения отдельных конструктивных элементов (крепёжная), проводится нарезание резьбы для перемещения элементов, передачи и трансформации механического усилия.
Контур резьбового профиля в плоскости – решающая характеристика применения соединения винт – гайка. Профилирование треугольной цилиндрической крепёжной наружной и внутренней резьбы разъёмных соединений с нарезанием на станке.
Резьбы по ГОСТ
Резьбы стандартные по ГОСТ, нестандартные:
- Треугольная ГОСТ 9150-81 метрическая, угол вершин — 600;
- Трубная цилиндрическая ГОСТ 6357-81, угол впадин — 550;
- Трубная коническая ГОСТ 6211-81, угол впадин — 550;
- Трапецеидальная ГОСТ 9484-81, угол впадин — 300;
- Упорная ГОСТ 10177-82, угол вершин — 300;
- Круглая, угол впадин — 300;
- Модульная;
- Прямоугольная нестандартная, угол вершин и впадин — 900.






Нарезание резьбы резцом
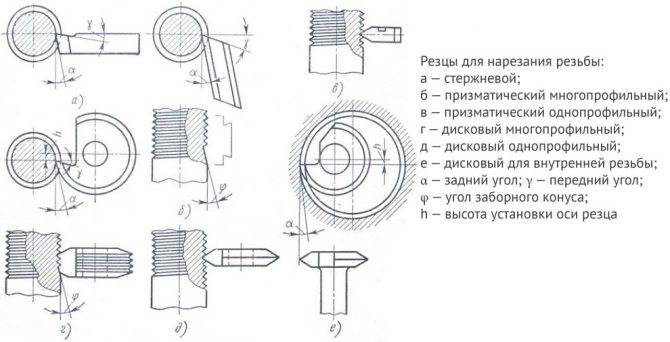
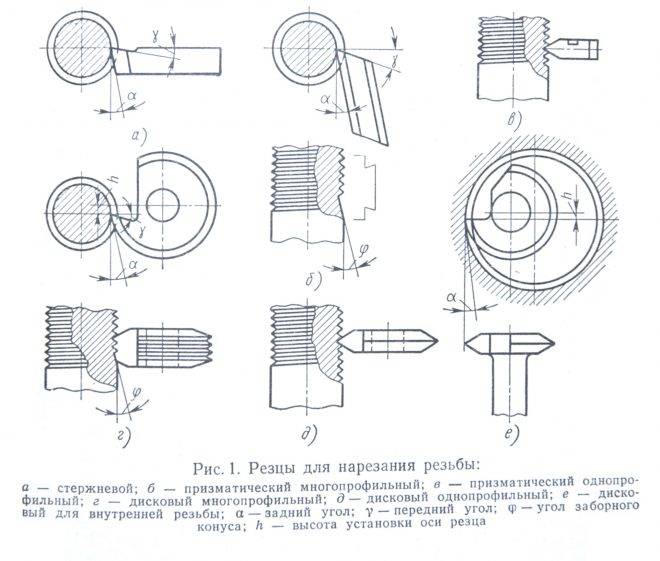
Основной резьбонарезной инструмент — резцы. Типология резцов по конструктивным особенностям:
- Стержневые монопрофильные, с пластиной из твёрдых сплавов, быстрорежущей стали, паяные и сборные;
- Призматические одно– и многопрофильные сборные, паяные;
- Дисковые одно– и многопрофильные сборные.
Токарные резцы крепятся на суппорте, в оправках, головках встречного вращения (вихревое нарезание 4 элементами).
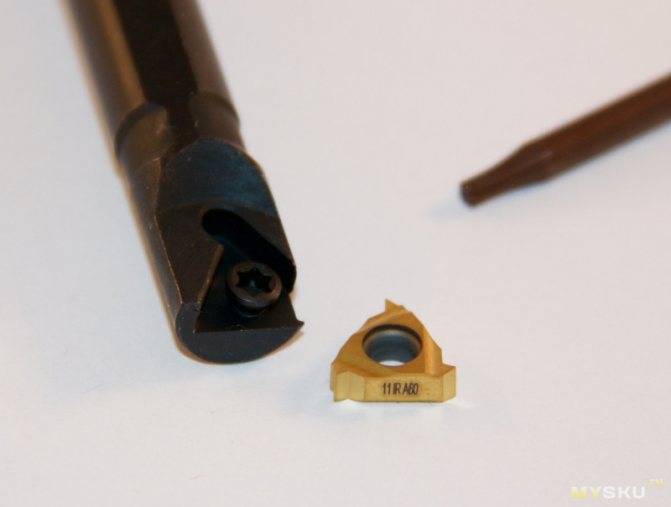
Мехкрепление сборного резца обеспечивает удержание сменной многогранной пластины с готовым фасонным профилем. Преимущественно используются для нарезания резьбы метрической и трапецеидальной.
Конфигурация вершины инструмента для чистового прохода затачивается в соответствии с геометрией профиля винтовой канавки. Передний угол выставляется в обратной пропорции твёрдости и противостоянию температурным нагрузкам материала. При обработке вязких металлов угловая величина возрастает.
Читайте также: Виды антикоррозионных покрытий. Часть 2. Металлические антикоррозионные покрытия.
 Метод нарезание резьбы резцами
Метод нарезание резьбы резцами
Установка резьбонарезного резца по шаблону по центральной линии станка определяет чистоту поверхности. Боковые грани, не участвующие в нарезке, не имеют контакта с болванкой, затачиваются с превышением угольности резьбового подъёма.
Погрешности оборудования при нарезании резьбы учитываются при выставлении градусов рабочей грани. Уменьшение на 30’ – обычная практика. Впадина скругляется радиусом инструмента.











Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Оборудование для нарезания резьбы
Револьверные станки, ЧПУ токарно-фрезерные (обрабатывающий центр) обеспечивают режимы резания, при которых профилирование без переходов укладывается в 1 цикл обработки.
Револьверная оснастка после установки на универсальный токарный станок не требует повторной установки инструмента в начальной позиции для многопроходного завершения операции. Используются многорезцовые резьбонарезные головки.
 Токарно-фрезерный станок B8D
Токарно-фрезерный станок B8D
По завершении операции гребёнки разводятся, возвращаются в исходное положение без контакта с деталью. Используются тангенциальные, радиальные, круглые. Последние чаще вследствие простоты обслуживания и пригодности к переточкам.
Нарезание червяков и винтов большой протяжённости ведётся резцовыми головками, способными вести внутреннюю и внешнюю нарезку. Призматические гребёнки с заходным конусом на револьверном станке применяются для внутренней нарезки.
Кроме универсальных токарно-винторезных, револьверных, обрабатывающих центров применяются резьбонакатные станки, гайконарезные автоматы, ЧПУ для нарезки винтовых поверхностей большой глубины и площади методом вихревого фрезерования.
Что необходимо для изготовления резцов
Прежде, чем сделать резцы для токарного станка по дереву необходимо предварительно позаботиться о подготовке соответствующих материалов и приспособлений. Для изготовления самодельных инструментов важно:
- Наличие заточного станка. Подойдут и компактные варианты для домашних мастерских с качественным абразивным кругом. При этом, чтобы выполнять заточку различных видов резцов могут понадобиться абразивы с различной конфигурацией.
- Наличие заготовок под резцы. Для таких задач следует применять стальные заготовки твердых марок. Наиболее распространенной считается Р6М5. Среди домашних мастеров нередко практикуется приспосабливание старых напильников, метчиков и других подручных элементов (обойм подшипников и т.д.).
- Наличие деревянных ручек. Для более удобной работы с инструментами, следует оснастить их рукоятью. Ее можно сделать самостоятельно также при помощи токарного станка либо же приобрести в магазине.
При этом, также важно использовать защитные средства: перчатки и очки.
 Заготовки
Заготовки
 Вытачивание ручек
Вытачивание ручек
 Готовое изделие
Готовое изделие
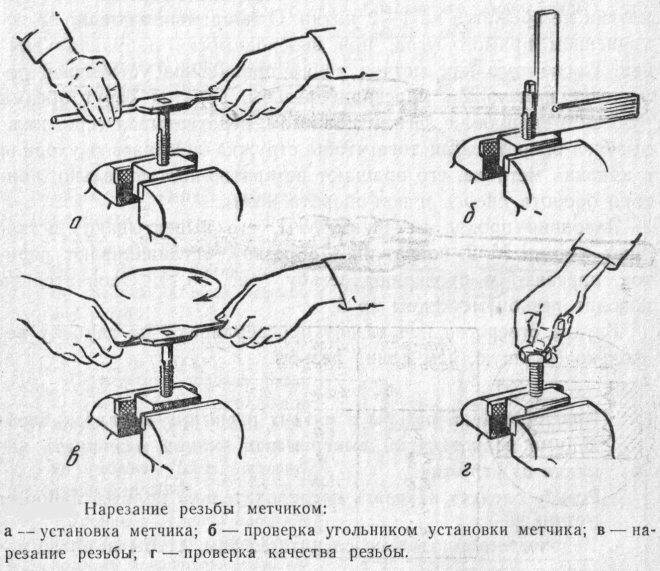
Нарезание резьбы метчиком
Метчик представляет собой формообразующий винт с продольными канавками для отвода стружки и формирования захода режущих передних поверхностей зубьев. Чаще применяются для нарезки внутренних метрических видов резьбы малого диаметра в глухих и сквозных отверстиях.
 Нарезание резьбы метчиком
Нарезание резьбы метчиком
Комплект из 2–3 ручных метчиков служит для поочерёдного прохода отверстия. Распределение нагрузки по снятию стружки между составляющими набора из 3 предметов (черновой, получистовой, чистовой) 60:30:10%, 75:25 – из 2. Заборный конус чернового называется режущим и принимает при врезании основную нагрузку.
Хвостовик квадратного сечения служит для удержания метчика воротком и передачи усилия. Хвостовики гаечных метчиков 2 видов: прямые и изогнутые.
Машинные метчики совмещают на одном стержне набор из чернового, получистового и чистового калибровочного. Машинный метчик выполняет комплекс нарезки за 1 проход с высокой скоростью. Минимальная скорость прохода для разнотипных материалов превышает 5–6 м в мин.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Читайте также: Ножовка. Виды и работа. Применение и как выбрать. Зубья

Нарезание резьбы плашкой
Кольцевой резьбонарезной инструмент с прорезями для выхода стружки служит для нарезания резьбы на крепёжных деталях: винтах, болтах, шпильках. Лерка фиксируется в ручном приспособлении либо в патроне пиноли задней бабки.
Фаска по высоте профиля резьбы облегчает заход плашки. Точение детали предусматривает минусовой допуск относительно диаметра:
- Ø10 – до 0,2 мм;
- Ø18 – до 0,24 мм;
- Ø30 – до 0,28 мм.
Лерка с обеих сторон оснащена заборным конусом в 20–300. Зона калибрования расположена посередине. Продуктивность работы плашкой уступает по скорости метчику до 30%.
Контроль качества нарезания резьбы
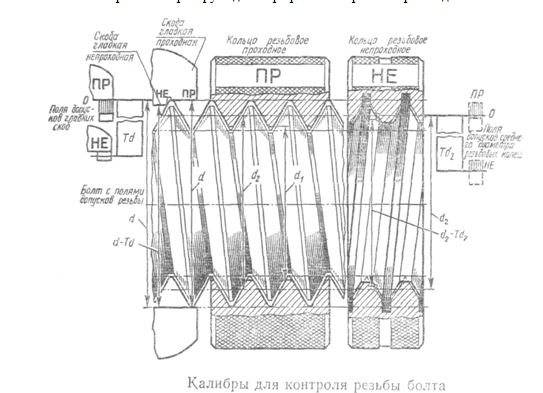
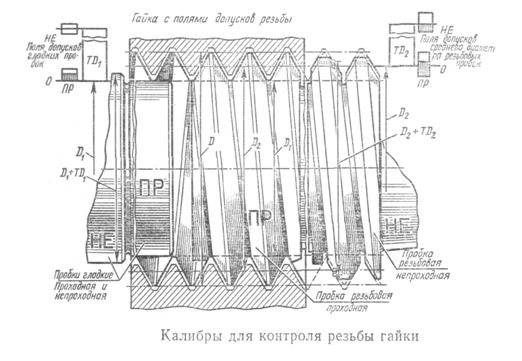
Станочник проверяет первую деталь на соответствие чертежу. Простейшее контрольное приспособление — шаблон. Для ходовых метрических и дюймовых типов резьбы шаблоны сгруппированы в набор. На просвет при наложении на деталь видны несоответствия профиля.
Калибром (в комплекте проходной и непроходной) комплексно оцениваются параметры профиля. Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Создание внутренней и наружной возможно выполнить вручную. Остальные режутся только на станке с использованием резьбонарезного резца необходимого профиля.
Реклама партнеров
Правила нарезки
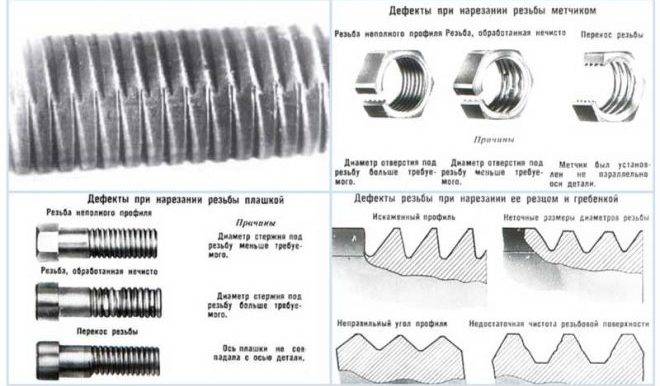
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
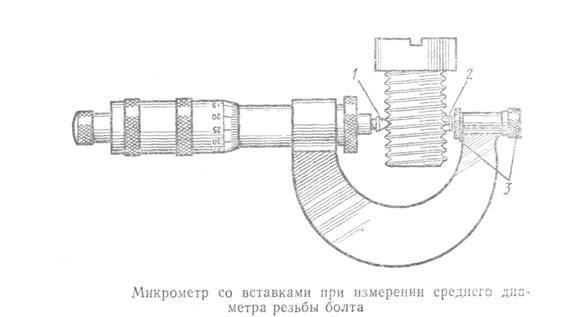
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Используемые источники:
- https://www.axissteel.ru/nastrojka-tokarnogo/
- https://metalloy.ru/obrabotka/rezba/narezka-na-tokarnom-stanke
- https://instanko.ru/ruchnoj/rezbovoj-rezec.html


 Высота струн на акустической гитаре. Часть 2: Регулирвка анкера и прогиба грифа
Высота струн на акустической гитаре. Часть 2: Регулирвка анкера и прогиба грифа Штриховка в Автокад по ГОСТ. Как сделать, добавить штриховку.
Штриховка в Автокад по ГОСТ. Как сделать, добавить штриховку. 4 простых схемы для изготовления индикатора фазы на светодиодах своими руками
4 простых схемы для изготовления индикатора фазы на светодиодах своими руками Настройка Триколор ТВ самостоятельно: пошаговая инструкция
Настройка Триколор ТВ самостоятельно: пошаговая инструкция