Содержание
- 1 Какие регулировки имеет сварочный полуавтомат?
- 2 Настройка потока защитного газа
- 3 Какой газ использовать?
- 4 Настройка напряжения сварочного полуавтомата
- 5 Настройка скорости подачи проволоки
- 6 Полярность при сварке полуавтоматом
- 7 Вылет проволоки
- 8 Положение наконечника горелки относительно сопла
- 9 Начало работы сварочным полуавтоматом
- 10 Примеры сварочных швов с разными настройками напряжения
- 11 Возможные проблемы при сварке
- 12 Перед настройкой
- 13 Настройки аппарата
- 14 Дополнительные параметры
- 15 Почему нельзя полностью полагаться на рекомендуемые настройки
- 16 Частые ошибки и способы их решения
- 17 Заключение

before—>
Приветствую Вас на блоге kuzov.info!
p, blockquote<dp>1,0,0,0,0—>
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
p, blockquote<dp>2,0,0,0,0—>
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
p, blockquote<dp>3,0,0,0,0—>
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
p, blockquote<dp>4,0,0,0,0—>
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойp, blockquote<dp>5,0,0,0,0—>
Содержание:
p, blockquote<dp>6,0,1,0,0—>
Какие регулировки имеет сварочный полуавтомат?
h2<dp>1,0,0,0,0—>
На полуавтомате три настройки:
p, blockquote<dp>7,0,0,0,0—>
- Напряжение (несколько режимов)
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
h2<dp>2,0,0,0,0—>
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
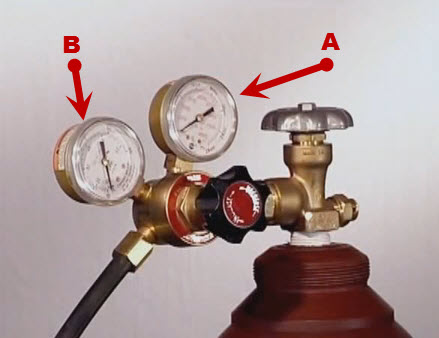
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
h2<dp>3,0,0,0,0—>
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
 Настройка параметров сварочного полуавтомата
Настройка параметров сварочного полуавтоматаp, blockquote<dp>8,0,0,0,0—>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
h2<dp>4,0,0,0,0—>
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
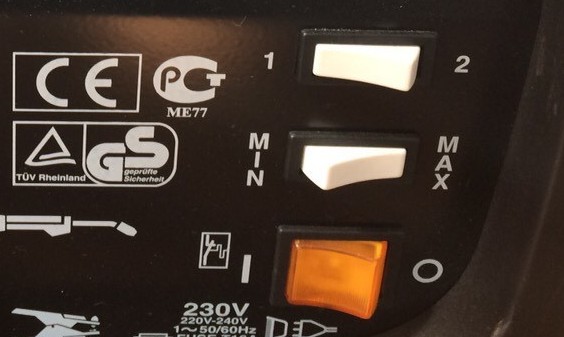
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
[adsp-pro‑3]
p, blockquote<dp>9,0,0,0,0—>
Настройка скорости подачи проволоки
h2<dp>5,0,0,0,0—>
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

p, blockquote<dp>10,0,0,0,0—>
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
Полярность при сварке полуавтоматом
h2<dp>6,0,0,0,0—>
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
 Технология сварки полуавтоматом для новичков: первый опыт
Технология сварки полуавтоматом для новичков: первый опытp, blockquote<dp>11,0,0,0,0—>
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
p, blockquote<dp>12,0,0,0,0—>
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
p, blockquote<dp>13,1,0,0,0—>
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
p, blockquote<dp>14,0,0,0,0—>
Проволока для сварки
p, blockquote<dp>15,0,0,0,0—>
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
p, blockquote<dp>16,0,0,0,0—>
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
h2<dp>7,0,0,0,0—>
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
p, blockquote<dp>17,0,0,0,0—>
Положение наконечника горелки относительно сопла
h2<dp>8,0,0,0,0—>
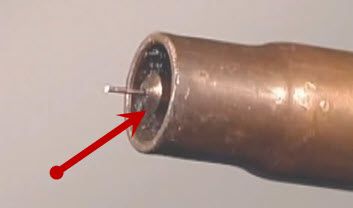
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
h2<dp>9,0,0,0,0—>
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
p, blockquote<dp>18,0,0,0,0—>
[adsp-pro‑2]
p, blockquote<dp>19,0,0,1,0—>
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
p, blockquote<dp>20,0,0,0,0—>
Примеры сварочных швов с разными настройками напряжения
h2<dp>10,0,0,0,0—>
Напряжение определяет высоту и ширину сварочного шва.
p, blockquote<dp>21,0,0,0,0—>
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
p, blockquote<dp>22,0,0,0,0—>

Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
p, blockquote<dp>23,0,0,0,0—>

p, blockquote<dp>24,0,0,0,0—>
Возможные проблемы при сварке
h2<dp>11,0,0,0,0—>
- Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
- Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
- Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
- Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
- Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
- Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
- Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
[adsp-pro‑4]
p, blockquote<dp>25,0,0,0,0—> p, blockquote<dp>26,0,0,0,1—>
Печатать статью
h3<dp>1,0,0,0,0—></dp>after—></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp>
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.

Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
- подготовка сварочного аппарата;
- а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
- толщину свариваемых деталей и их состав (нержавейка, сталь и тд);
- пространственное положение работ (горизонтальное, вертикальное и другие);
- толщину проволоки.
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
 Таблица ориентировочных режимов сварки для углеродистых сталей
Таблица ориентировочных режимов сварки для углеродистых сталей
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.

С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице “настройка сварочного полуавтомата” или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это – скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
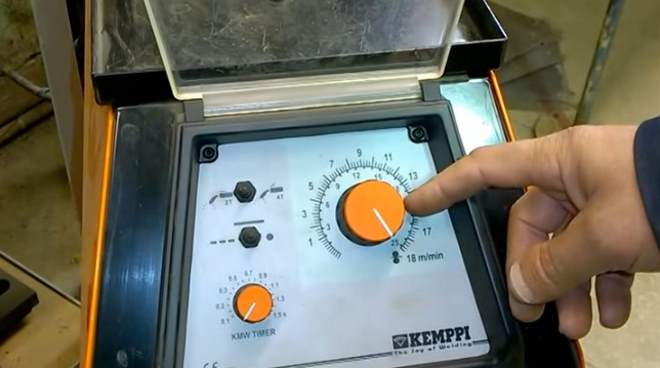 В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Добавляя или уменьшая скорость подачи, следует добиться идеальной формы валика без выпуклостей или проседания шва.
Большинство простейших аппаратов имеют именно две настройки – вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Заключение
Полуавтомат это незаменимый помощник в любом доме или гараже, но чтобы получить максимум из его возможностей нужно с должным уважением отнестись к изучению технических особенностей устройства и принципа работы полуавтоматической сварки. Благодаря этой статье вы знаете как настроить сварочный полуавтомат. Не бойтесь экспериментировать, ищите именно те параметры, при которых вам будет удобно сварить деталь и получить надежный шов.
Брошюры, инструкции по эксплуатации
Автоматизированная сварка MIG
A7 MIG Welder 450 / Брошюра
KempArc SYN 500 / Брошюра
KempArc Syn 300 / Техническая спецификация
KempArc Syn 400 / Техническая спецификация
KempArc Pulse 350 / Брошюра
KempArc Pulse TCS / Брошюра
Сварка MIG/MAG
KEMPPI K8 сварочное оборудование X8 MIG Welder / Брошюра
X8 MIG Welder / Технические спецификации
X3 MIG Welder / Руководство
X3 MIG Welder / Технические спецификации
X3 MIG Welder / Брошюра
Технология Reduced Gap Technology (RGT) компании Kemppi / Информационный документ
MinarcMig Evo 170, Evo 200 / Брошюра
MinarcMig Evo 170, Evo 200 / Инструкции по эксплуатации
Kempact RA / Брошюра
Kempact RA / Инструкции по эксплуатации
FitWeld Evo 300 / Брошюра
Kempact Pulss 3000 / Брошюра
Kempact Pulse 3000, Kempact Cool 10 / Инструкции по эксплуатации
Kempact MIG / Брошюра
Kempact 2530 / Инструкции по эксплуатации
ArcFeed 200/300/300P/300RC / Инструкции по эксплуатации
FastMig KM 400/500 / Инструкции по эксплуатации
FastMig M / Брошюра
FastMig Pulse 350/450 / Брошюра
FastMig Pulse 350/450 / Инструкции по эксплуатации
FastMig M 320/420/520 / Брошюра
FastMig M 320/420/520 / Инструкции по эксплуатации
FastMig Х350/Х450 / Инструкции по эксплуатации
FastMig X Pipe / Брошюра
FastMig X Intelligent / Брошюра
FastMig X Regular / Брошюра
FastMig KMS 300, 400, 500 / Инструкции по эксплуатации
FastMig SF 52W, SF 53W / Инструкции по эксплуатации
FastMig MXF 63, 65, 67 / Инструкции по эксплуатации
FastMig MS 200, MS 300 / Инструкции по эксплуатации
FastMig MR 200, MR 300 / Инструкции по эксплуатации
FastCool 10 / Инструкции по эксплуатации
Cool X / Инструкции по эксплуатации
HiArc M 400R, M 500R / Инструкции по эксплуатации
HiArc F 30 / Инструкции по эксплуатации
Wise and Match software / Инструкции по эксплуатации
Устройство SuperSnake GT02S/GT02SW / Брошюра
Горелки Flexlite GX / Брошюра
Сварка TIG
MasterTig LT 250 / Брошюра
MasterTIG MLS 4000 /Брошюра
MasterTIG MLS 3000 /Брошюра
MasterTig MLS 3000, 3003 ACDC / Инструкции по эксплуатацииMasterTig MLS 3000 ACDC VRD / Инструкции по эксплуатации
MinarcTig Evo 200, 200MLP / Инструкции по эксплуатации
MinarcTig 250 / Технические спецификации
MinarcTig 250MLP / Брошюра
MasterTig ACDC 3500W / Брошюра
Mastertig AC/DC 2000, 2500, 2500W, 3500W/0533 / Инструкции по эксплуатации
MasterTig MLS 2300ACDC / Брошюра
A7 TIG Orbital System 300 / Инструкции по эксплуатации
Горелки ТТС130, ТТС130F, TTC160, TTC160S, TTC220, TTC200W, TTC250W, TTC250WS /Инструкции по эксплуатации
Сварка MMA
KempGouge ARC 800 / Брошюра
KempGouge ARC 800 / Инструкции по эксплуатации
Minarc Evo 180 / Брошюра
Master S 400 / Техническая спецификация
Master S 400 / Брошюра
Master S 400Cel / Техническая спецификация
Master S 500 / Техническая спецификация
Master S 500Cel / Техническая спецификация
Master S 500 Offshore / Техническая спецификация
Master S 400, 500 / Инструкция по эксплуатации
Master MLS 2500 / 3500 / Инструкция по эксплуатации
Master MLS 3500 / Техническая спецификация
Minarc 220 / Брошюра
Minarc 220 / Инструкция по эксплуатации
Minarc 220 VRD / Техническая спецификация
Minarc Evo 180 / Брошюра
Minarc Evo 180 / Инструкция по эксплуатации
Minarc Evo 180 / Техническая спецификация
Minarc Evo 150, Evo 150VRD / Инструкция по эксплуатации
Вспомогательные устройства
X8 SuperSnake / Техническая спецификация
SuperSnake GT02S/GT02SW / БрошюраИспользуемые источники:
- https://kuzov.info/kak-nastroit-svarochnyy-poluavtomat/
- https://svarkagid.ru/instruktsii/kak-nastroit-poluavtomat.html
- https://kemppi.in.ua/br/information.htm


 Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников
Регуляторы контактной сварки РКС-502 и РКС-801 - Всё для чайников Как я научился варить сварочным инвертором: личный опыт
Как я научился варить сварочным инвертором: личный опыт Как настроить сварочный ток и выбрать диаметр электрода?
Как настроить сварочный ток и выбрать диаметр электрода? Полное техническое описание газового клапана Eurosit 630
Полное техническое описание газового клапана Eurosit 630