Содержание
- 1 Почему именно полуавтомат?
- 2 Подготовка сварочного аппарата — проволока и газ
- 3 Предварительные регулировки и действия
- 4 Регулировки в процессе сварки
- 5 Дефекты сварных швов, причины их возникновения
- 6 Сваривание заготовок значительной толщины
- 7 Какие регулировки имеет сварочный полуавтомат?
- 8 Настройка потока защитного газа
- 9 Какой газ использовать?
- 10 Настройка напряжения сварочного полуавтомата
- 11 Настройка скорости подачи проволоки
- 12 Полярность при сварке полуавтоматом
- 13 Вылет проволоки
- 14 Положение наконечника горелки относительно сопла
- 15 Начало работы сварочным полуавтоматом
- 16 Примеры сварочных швов с разными настройками напряжения
- 17 Возможные проблемы при сварке
ДомойСоветы строителямВидео для начинающих — как варить полуавтоматом?


Почему именно полуавтомат?
Полуавтоматическая сварка в среде защитного газа для начинающего или неопытного сварщика имеет свои достоинства:
- Проволока-электрод подаётся самим аппаратом, не нужно следить за длиной электрода, легче выдерживать оптимальное расстояние для ровной дуги. Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом.
- Полуавтомат позволяет относительно просто работать с тонким металлом, что для мастерских по кузовному ремонту авто, тем более при невысокой квалификации сварщика, делает его практически незаменимым.
- Можно производить достаточно длинные швы без остановки процесса для замены электрода. Начинающему это позволит не прерывать удачный шов до его завершения.
- Простота обучения процессу сварки.
Список преимуществ полуавтоматов для каждого свой, он может состоять из нескольких десятков позиций. Начинающему будет достаточно перечисленных выше моментов, для того чтобы начинать учёбу именно на этом виде сварочного аппарата.
Подготовка сварочного аппарата — проволока и газ
Полуавтоматом в качестве электрода используется специальная сварочная проволока. Её диаметр может составлять от 0,6 мм до 1,2 мм. Наиболее распространена проволока 0,8 мм. Понятно, что перед работой нужно зарядить катушку с проволокой в аппарат, протянуть её до выхода из горелки, отрегулировать прижатие проволоки роликом механизма протяжки. Материал проволоки должен максимально соответствовать по своим характеристикам материалу соединяемых деталей.
Перед установкой токопроводящего наконечника нужно проверить его на соответствие используемой проволоке. То есть, для проволоки 0,8 мм должен использоваться наконечник, на котором указано номинальное значение 0,8.
Без газа варить полуавтоматом не рекомендуется. Исключением из этого правила можно считать аппараты, использующие специальную флюсовую проволоку. При горении дуги флюс, входящий в состав электродной проволоки, сгорая, создаёт облако газа, защищающего сварочную ванну от кислорода и, соответственно, от образования окислов.
В стандартных же полуавтоматах для защиты шва от окислов применяют инертный или активный газ в баллонах. Это может быть углекислый газ CO2 или смесь из углекислоты и аргона CO2+Ar. Первый отличается дешевизной и большей распространённостью, для сварки сталей — вполне рабочий вариант, однако разбрызгивание металла достаточно высоко. Смесь из аргона (82%) и углекислого газа (18%) обеспечивает более стабильную дугу и уменьшает разбрызгивание металла.
Перед работой подключаем газовый баллон к наконечнику аппарата, устанавливаем рабочее давление.
Предварительные регулировки и действия
У большинства недорогих полуавтоматических сварочников на панели всего две регулировки — величина рабочего напряжения и скорость подачи проволоки. Протяжка сварочной проволоки часто маркируется буквой А, как сила тока, поскольку скорость подачи и сила сварочного тока взаимосвязаны. Дополнительно полуавтоматы иногда оснащаются двухпозиционным переключателем скорости подачи проволоки — высокая и низкая скорость протяжки.
 Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокой
Процесс сваривания полуавтоматическим сварочным аппаратом без газа - обычной проволокойВ аппаратах, которые можно считать более продвинутыми, есть ещё регулятор индуктивности. Настройкой этого параметра можно менять характер дуги. «Холодная» дуга (индуктивность меньше) — шов получается более узким, проплавление металла глубже. При «горячей» дуге (индуктивность выше) валик шва широкий, гладкий, металл проплавляется на меньшую глубину.
Для правильной регулировки параметров аппарата в соответствии с толщиной и свойствами материала, диаметром используемой проволоки и другими характеристиками нужно пользоваться таблицей, присутствующей в сопроводительной документации к сварочному полуавтомату.
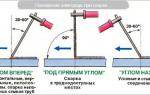
Угол между соплом и заготовками желательно удерживать около 60°, расстояние между окончанием сопла и поверхностью 8–20 мм. Перед началом нового участка сварки нужно откусывать шарик, который образуется на конце проволоки (он плохо проводит ток, усложняет зажигание дуги).
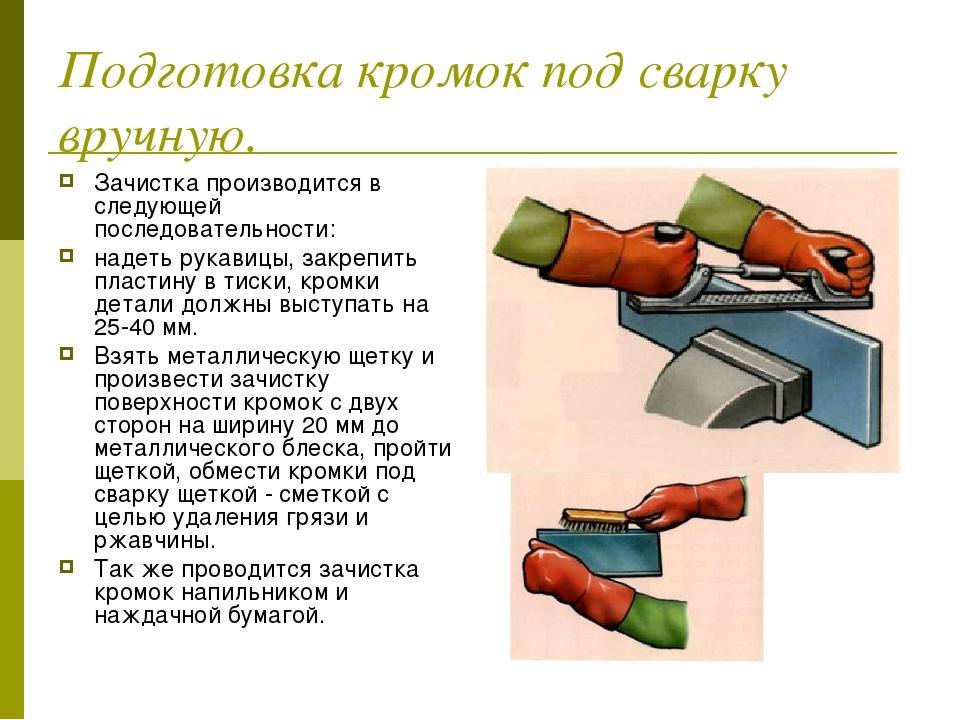
Перед началом сварочных работ края поверхности заготовок зачищаются от грязи, следов коррозии, старой краски, дополнительно обрабатываются шлифмашинкой для того, чтобы расплав лучше «брался» за металл. На деталях значительной толщины снимаются специальные фаски.
Регулировки в процессе сварки
После начала работы регулировки меняются в зависимости от того, как ведёт себя дуга и какой получается пробный шов. При сварке слышны отчётливые щелчки — это означает слишком высокое напряжение и медленную подачу проволоки. Если проволока не успевает расплавляться, то подача слишком быстрая. При тренировке и изготовлении пробного шва параметры корректируются для получения высокого качества соединения и удобства работы. Как можно понять по видео, сварка полуавтоматом для начинающих не представляет большой сложности. При небольших технических навыках и внимательном отношении научиться варить полуавтоматом может каждый.
Если нужно сделать вертикальный шов, помните: с тонким металлом (до 3 мм) шов ведут сверху вниз, с металлом толще 3 мм — снизу вверх. Тонкий листовой металл сваривают точками для исключения коробления из-за перегрева. Это позволяет сохранить геометрию деталей и элементов.
Дефекты сварных швов, причины их возникновения
Начинающему сварщику практически невозможно избежать ошибок, которые приводят к следующим изъянам:
- подрез появляется при слишком быстром перемещении горелки, длинной дуге, высоком значении тока;
- при излишне медленном движении металл стекает вниз под действием силы тяжести, образуется наплыв;
- поры образуются при плохой газовой защите, некачественной предварительной обработке поверхности, слишком высокой скорости работ;
- невысокая скорость сварки при большом токе может вызвать сквозной прожог металла, к этому приводит также неправильный начальный зазор (слишком большой);
- непровар появляется из-за малого зазора, загрязнённого металла и недостаточного значение сварочного напряжения.
Появления дефектов в сварочных швах вполне можно избежать, достаточно знать причины их возникновения и постараться не допускать ошибок. С опытом количество изъянов будет всё меньше.
 Как быстро научиться варить сварочным инвертором
Как быстро научиться варить сварочным инвертором
Сваривание заготовок значительной толщины
При соединении заготовок толщиной больше 4 мм к подготовке следует подходить более внимательно. Кроме зачистки поверхности от грязи, краски и ржавчины с кромок элементов, по которым будет проводиться сварочный шов, следует снять фаску. Как правильно снять фаску, под какими углами, регламентируют ГОСТы, информация также доступна в интернете.
Для обеспечения надёжного соединения толстых заготовок нужно не просто вести дугу вдоль свариваемых кромок, а совершать горелкой колебательные движения. Видов и способов этих движений множество, однако применяют чаще всего обычный зигзаг или возвратно-поступательные. Ширина захода расплавленного металла шва на поверхность детали должна быть равна толщине заготовки.
Перед началом работы нужно задать зазор между свариваемыми деталями. Без зазора металл не проварится на всю свою толщину, шов останется поверхностным и не обеспечится необходимая прочность. Для упрочнения тавровых соединений из толстого металла поверх готового шва накладывается ещё два — по верхней кромке шва с заходом на заготовку и таким же образом по нижней кромке. Это позволяет упрочнить шов, что может быть актуально при толщине деталей от 8 мм.
Несмотря на ошибки и некоторые тонкости при обучении широко применяется сварка полуавтоматом, видео для начинающих помогает визуально отличить особенности, узнать, из-за чего появляются те или иные погрешности и как их устранить. Значение наглядности сложно переоценить на начальных этапах пользования сварочным аппаратом, особенно при самостоятельном освоении оборудования.

before—>
Приветствую Вас на блоге kuzov.info!
p, blockquote<dp>1,0,0,0,0—>
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
 Активация форсажа дуги на сварочном инверторе - зачем использовать и как правильно это делать
Активация форсажа дуги на сварочном инверторе - зачем использовать и как правильно это делатьp, blockquote<dp>2,0,0,0,0—>
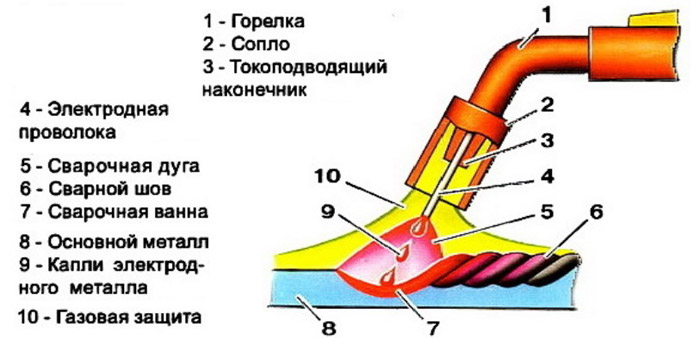
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
p, blockquote<dp>3,0,0,0,0—>
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
p, blockquote<dp>4,0,0,0,0—>
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
p, blockquote<dp>5,0,0,0,0—>
Содержание:
p, blockquote<dp>6,0,1,0,0—>
Какие регулировки имеет сварочный полуавтомат?
h2<dp>1,0,0,0,0—>
На полуавтомате три настройки:
p, blockquote<dp>7,0,0,0,0—>
- Напряжение (несколько режимов)
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
h2<dp>2,0,0,0,0—>
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
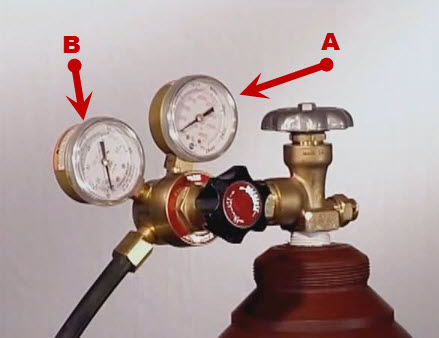
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
h2<dp>3,0,0,0,0—>
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
p, blockquote<dp>8,0,0,0,0—>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
h2<dp>4,0,0,0,0—>
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
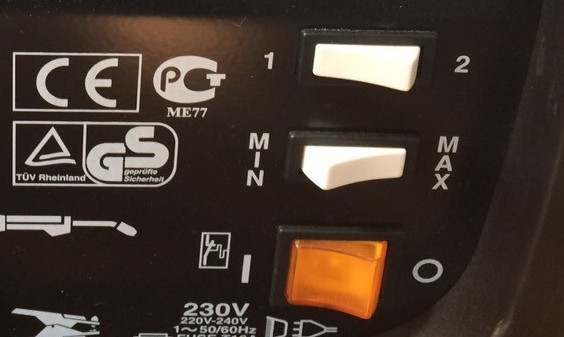
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
[adsp-pro‑3]
p, blockquote<dp>9,0,0,0,0—>
Настройка скорости подачи проволоки
h2<dp>5,0,0,0,0—>
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

p, blockquote<dp>10,0,0,0,0—>
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
Полярность при сварке полуавтоматом
h2<dp>6,0,0,0,0—>
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
p, blockquote<dp>11,0,0,0,0—>
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
p, blockquote<dp>12,0,0,0,0—>
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
p, blockquote<dp>13,1,0,0,0—>
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
p, blockquote<dp>14,0,0,0,0—>
Проволока для сварки
p, blockquote<dp>15,0,0,0,0—>
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
p, blockquote<dp>16,0,0,0,0—>
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
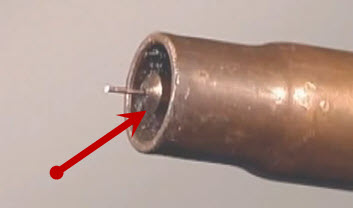
Вылет проволоки
h2<dp>7,0,0,0,0—>
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
p, blockquote<dp>17,0,0,0,0—>
Положение наконечника горелки относительно сопла
h2<dp>8,0,0,0,0—>
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
h2<dp>9,0,0,0,0—>
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
p, blockquote<dp>18,0,0,0,0—>
[adsp-pro‑2]
p, blockquote<dp>19,0,0,1,0—>
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
p, blockquote<dp>20,0,0,0,0—>
Примеры сварочных швов с разными настройками напряжения
h2<dp>10,0,0,0,0—>
Напряжение определяет высоту и ширину сварочного шва.
p, blockquote<dp>21,0,0,0,0—>
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
p, blockquote<dp>22,0,0,0,0—>

Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
p, blockquote<dp>23,0,0,0,0—>

p, blockquote<dp>24,0,0,0,0—>
Возможные проблемы при сварке
h2<dp>11,0,0,0,0—>
- Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
- Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
- Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
- Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
- Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
- Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
- Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
[adsp-pro‑4]
p, blockquote<dp>25,0,0,0,0—> p, blockquote<dp>26,0,0,0,1—>
Печатать статью
h3<dp>1,0,0,0,0—></dp>after—></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp></dp>
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.

Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
| Толщина металла в миллиметрах | Диаметр проволоки | Сила тока в Амперах | Скорость подачи проволоки метров/час | Расход газа литров в минуту | Напряжение сварочной дуги | Вылет сварочной проволоки |
| 1.5 | 0.8-1 | 95-125 | 150-220 | 6-7 | 19-20 | 10-13 |
| 1.5 | 1.2 | 130-150 | 150-200 | 6-7 | 20-21 | 10-13 |
| 2 | 1.2 | 130-170 | 150-250 | 6-7 | 21-21.5 | 10-13 |
| 3 | 1.2-1.4 | 200-300 | 380-490 | 8-11 | 22-25 | 10-13 |
| 4-5 | 1.2-1.6 | 200-300 | 490-680 | 11-16 | 25-30 | 10-20 |
| 6-8 и тд | 1.2-1.6 | 200-300 | 500+ | 11-16 | 25-30 | 10-20 |
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
фывфвИспользуемые источники:
- https://proinstrumentinfo.ru/svarka-poluavtomatom-dlya-nachinayushhih-video/
- https://kuzov.info/kak-nastroit-svarochnyy-poluavtomat/
- https://welding-territory.ru/kak-varit-poluavtomatom/


 Регулировка ГБО Томасетто - как настроить оборудование правильно
Регулировка ГБО Томасетто - как настроить оборудование правильно Установка ГБО своими руками
Установка ГБО своими руками Особенности установки газового водонагревателя Аристон: практические советы по подключению и эксплуатации
Особенности установки газового водонагревателя Аристон: практические советы по подключению и эксплуатации Как настроить газовую колонку нева 4511
Как настроить газовую колонку нева 4511