Содержание
- 1 Возможные способы обработки
- 2 Модификация на подвижной плите
- 3 Специфика конструкции
- 4 Модификация на 3 кВт
- 5 Специализация
- 6 Устройства на 10 кВт
- 7 Выбор
- 8 Станки на две направляющие
- 9 Ч т о п р о в е р я е т с я
- 10 Преимущества и недостатки
- 11 Особенности работы
- 12 Этапы настройки станка
- 13 Особенности конструкции и назначение
- 14 Самодельный станок (вариант для профилирования бруса)
Современные строительные технологии предполагают применение высококачественных древесных пиломатериалов, к которым с полным основанием может быть отнесён и профилированный брус. Это изделие отличается целым рядом достоинств (прочность, простота монтажа и прекрасные теплоизоляционные характеристики), что гарантирует высокое качество сооружаемых на его основе строений.
Однако для самостоятельного изготовления бруса (при невозможности его приобретения в готовом виде) потребуется специальное оборудование, а именно – четырехсторонний станок по дереву.

Возможные способы обработки
Срезать слой с 4 сторон болванки могут различные головки с лезвиями различного профиля:
- фрезерная. Выполняет только продольный выем древесины под паз. Фреза дискового типа выполняет задачу раскроя доски. Для этого на приемной стороне стола ставят фиксаторы выходящих полос;
- строгальная;
- фуговальная.
Большая часть промышленных моделей совмещает одновременно несколько видов резания. Перерабатывается материал круглого и квадратного сечения. Тонкие листы материала проходят 2х стороннее фрезерование, фугование.
Читайте также: Как мы осваивали вакуумное магнетронное напыление плёнок
Модификация на подвижной плите
Деревообрабатывающие станки четырехсторонние с подвижными плитами самостоятельно изготавливать довольно сложно. В данном случае подбирается роликовый механизм, который способен выдерживать большую нагрузку. Станину необходимо сделать шириною не менее 30 см.
Боковые опоры зафиксировать можно на металлических уголках. Для того чтобы роликовый механизм был неподвижным, используется шкифт. Суппорт в данном случае устанавливать необходимо после мотора. Устройства с ЧПУ встречаются очень редко. Наиболее часто используют обычные блоки управления. Непосредственно люнет применяется кулачкового типа. После его фиксации устанавливается фреза.

Специфика конструкции
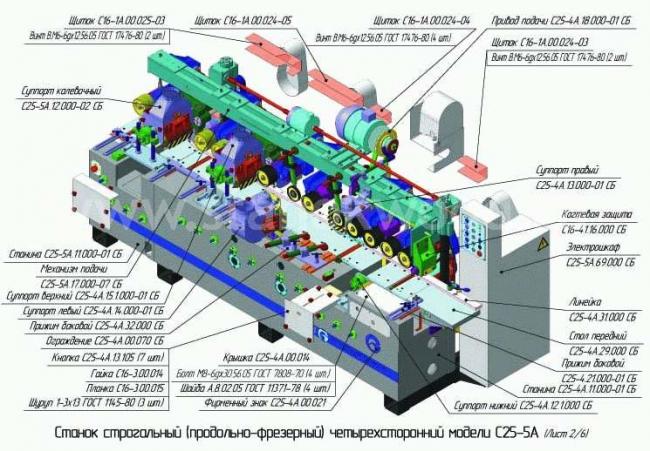
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
 Балансировочный станок: инструкция по применению. Ошибки балансировочного станка
Балансировочный станок: инструкция по применению. Ошибки балансировочного станка- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
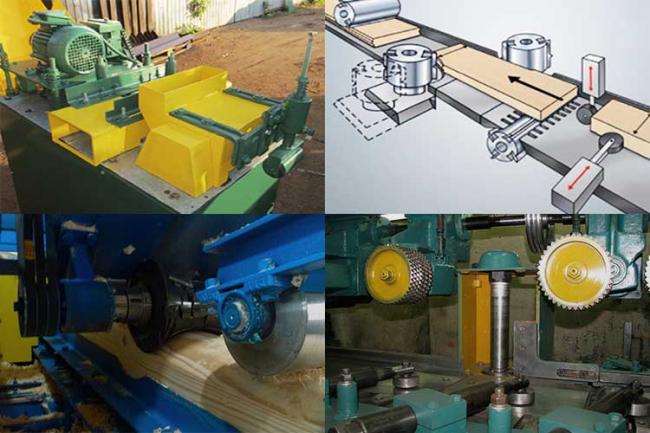
Схема строгания заготовки на 4-х стороннем станке Схема обработки на 4-х стороннем пятишпиндельном станке
Виды этого оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены такие четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в любых условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4х-стороннего оборудования промышленного производства, в частных хозяйствах работают установки по дереву, сделанные своими руками.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения – верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подают в 4х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 – 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.
Устройство 4-х сторонних станков
 Сферы и особенности применения зубодолбежных станков
Сферы и особенности применения зубодолбежных станковЧисло оборотов ножевых валов 5000—6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Читайте также: Реле давления воды для насоса схема подключения, устройство и отзывы
Зона обработки
Базовая установка включает 2 горизонтально располагающихся валов (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 – 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.

Принцип работы станка
Компоновка узла может включать установку 5-го строгального вала для того, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 -0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до заданной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю каждой фазы работы оборудования, срочной необходимости сделать корректировку отклонений.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление образующихся отходов.










Модификация на 3 кВт
Станок на 3 кВт собрать довольно просто. В данном случае двигатель берется коллекторного типа. Однако перед его установкой важно заняться сборкой станины. Некоторые специалисты рекомендуют использовать деревянные стойки. Однако металлические опоры являются более надежными.
После фиксации станины необходимо приступить к сборке суппорта. Для этого подбирается люнет с вращающимся маховиком. Фрезу в данном случае нужно использовать небольшой длины. После фиксации суппорта крепится люнет. Для того чтобы заготовка надежно фиксировалась, устанавливается плита. В конце работы останется лишь поставить блок управления для запуска коллекторного двигателя.
Специализация
Установки для многосторонней обработки дерева достаточно сложны по устройству, чтобы делать один универсальный агрегат. В деревообрабатывающих цехах применяют разновидности, которым достаточно мочь быстро и точно выпускать определенный ассортимент изделий.
Выбрав четырехсторонний станок для профилирования бруса, производят профиль с соединением паз – шип, две ровные (полукруглые) стороны. Строгальная операция может быть совмещена на одном станке после прорезки профиля. Разнообразие вариантов геометрии сечения бруса определяется комплектацией режущих насадок.
Столяру, использующему четырехсторонний продольно фрезерный станок, упрощается работа по получению из дерева брусьев для дверных, оконных рам, плинтуса, детали шкафов, полового покрытия
Пиломатериал после дисковой пилы имеет низкое качество поверхности. Одновременно достичь нужной точности размеров позволяет четырехсторонний строгальный станок, нужной производительности. У него имеется от4 до 10 шпинделей, на которые, по необходимости, ставят и нож с пазовым лезвием по дереву. Это дает возможность эксплуатировать оборудование, как станок для производства профилированного бруса, исходя из производственных задач.
Читайте также: Токарный станок 1М61: особенности, технические характеристики и отзывы
Устройства на 10 кВт
Деревообрабатывающие станки четырехсторонние на 10 Вт встречаются часто. Для того чтобы собрать устройство, необходимо сделать станину на четыре опоры. Также важно подобрать широкую плиту для стойки. В данном случае суппорт целесообразнее устанавливать над упорами. Для фиксации стойки нужно использовать металлические уголки.
Многие эксперты рекомендуют также применять винты для улучшения цепкости. Направляющие в устройстве крепятся за суппортом. В конечном счете он не должен задевать центральную плиту. При необходимости направляющие всегда можно обрезать. Для фиксации защитного щитка придется воспользоваться сварочным аппаратом. Блок управления целесообразнее подбирать с ЧПУ. Стоят они довольно дорого. В конце работы останется лишь закрепить фрезу.

Выбор
Технические характеристики, электросхема, режимы работы, комплектация, программирование – все это нужно изучить по заявленным данным производителя. Особенности работы автоматики, требования к квалификации персонала, сырью, техническому обслуживанию необходимо учесть при организации производственного процесса, составлении технологических карт. Доступность сервисного обслуживания четырехстороннего фрезерного станка, запасных частей к нему, повлияет на бесперебойную работу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Станки на две направляющие
Станки на две направляющие собрать довольно просто. Суппорт в данном случае можно устанавливать под рабочей плитой. Мотор разрешается использовать небольшой мощности. Люнет целесообразнее подбирать с проходным приводом. Непосредственно маховики устанавливаются на стороне люнета. Многие эксперты советуют рабочую плиту припаять к станине. В данном случае фреза регулируется винтами. Мотор необходимо устанавливать со стороны суппорта. Блок управления можно использовать с ЧПУ.





Ч т о п р о в е р я е т с я
Допускаемое отклонение в мм.
Плоскостность рабочей поверхности стола на длине 1000 мм (допускается только вогнутость)
Проверочная линейка, щуп, калиброванные плитки
Параллельность рабочей поверхности переднего стола рабочей поверхности заднего стола:
в продольном направлении
в поперечном направлении
Прямолинейность рабочей поверхности направляющей линейки на длине 1000мм (допускается только вогнутость).
Проверочная линейка, щуп, калиброванные плитки
Параллельность верхней образующей цилиндрической поверхности нижних подающих вальцов рабочей поверхности стола на длине 100 мм.
Индикатор на стойке
Радиальное биение цилиндрической поверхности нижних подающих вальцев
Индикатор на стойке
Радиальное биение рабочих шпинделей
Индикатор на стойке
Перпендикулярность оси вращения вертикальных шпинделей рабочей поверхности стола на длине 100мм.
Индикатор на струбцине, проверочная линейка
Параллельность оси вращения горизонтальных шпинделей рабочей поверхности стола на длине 100 мм.
Читайте также: Вперёд, на поиски клада! Как сделать мощный металлоискатель в домашних условиях своими руками
Индикатор на стойке
Преимущества и недостатки
Одно из неоспоримых преимуществ четырехстороннего станка — высокая производительность. Чтобы достичь оптимального результата, конструкцию снабжают блоком программного управления. Обычный станок может обрабатывать бруски с четырехугольным и с круглым сечением. Фрезеровать или фуговать листовые материалы можно с одной или с двух сторон.
К главным преимуществам четырехсторонних станков относят следующее:
-
 При работе своевременно устраняются все отходы.
При работе своевременно устраняются все отходы. - Каждый блок фугования или фрезерования можно регулировать. Обе функции выполняются не независимо друг от друга, а согласованно.
- Обработка может быть выполнена с максимальной точностью, так как скорость движения древесины по станине можно предварительно рассчитать.
 При работе своевременно устраняются все отходы.
При работе своевременно устраняются все отходы.К сожалению, нельзя сказать, что у них нет недостатков. Они есть и главным из них является высокая цена. Придется заплатить немало, чтобы приобрести такое оборудование. Кроме того, такой станок сложно налаживать.
Впрочем, высокая производительность компенсирует все эти недостатки.
Для того чтобы сделать работу автоматизированной, устройство необходимо укомплектовать линией автоматической подачи древесины на обработку. Благодаря этому блоку может также изменяться позиция заготовки относительно инструментов, которые ее обрабатывают.
Особенности работы
При использовании четырехстороннего станка по дереву нужно соблюдать правила, указанные в инструкции. Нельзя обрабатывать детали, если их длина или толщина превышает показатели, предусмотренные правилами. Своевременно нужно выполнять профилактические работы, чтобы поддерживать нормальное состояние станка.
Работа будет иметь максимальную эффективность лишь в том случае, если соблюдать следующие правила эксплуатации:
- Заранее рассчитывать скорость, с которой должна перемещаться обрабатываемая деталь. Если не выполнять это условие, то максимальной точности достичь не получится.
- Отдельно заниматься регулированием каждого блока: отдельно следить как за процессом фрезерования, так и за строганием. При этом следует помнить о том, что работа этих двух блоков должна быть согласованной, иначе деталь не приобретет желаемую форму.
- Все отходы, которые появляются на месте работы, особенно образующиеся в области обработки, должны вовремя удаляться.
Настройка станка
Налаживая устройство на необходимую толщину, суппорты верхней ножной головки и верхних вальцов следует устанавливать по высоте посредством маховиков. Установить прижимные ролики помогают винты. Для регулировки ширины применяются боковые прижимы и вертикальный шпиндель. Наладить станок на нужный профиль можно, установив профильные ножи на головках.
Наладка четырехстороннего станка проходит в шесть этапов:
- Установка кромки стола и нижних вальцов на толщину, которая соответствует удаляемому слою древесины.
- Установка верхних вальцов по толщине обрабатываемой детали. При этом должен быть запас на прижим: обычно его делают равным 0,5 см.
- Установка ножей передних головок на уровне стола.
- Регулировка прижимных и верхних роликов по параметрам обрабатываемой детали. В прижимных должен быть запас на прижим — от 1,5 до 2 см, а в роликах — 0,5 см.
- Установка направляющей упорной линейки на расстоянии нескольких миллиметров от вертикальной головки. При этом должен сохраняться прямой угол с нижними вальцами.
- Проверка ножевых головок.
Четырехсторонние станки используются для производства различных строительных и отделочных материалов, а также мебели. Множество самых важных целей можно достичь с помощью этого надежного оборудования. Настройка инструмента – посильная задача для тех, кто усвоит основные принципы из представленной статьи.
Центральной частью станка является литой строгальный стол, который закрепляется на устойчивом штативе. Благодаря такой конструкции исключено возникновение вибрации. Строгальный стол также включает в себя нижнюю и 2 боковые фрезы. Верхняя фреза и вальцы зафиксированы на штативе. Они движутся по массивным штангам. 4 фрезы работают от отдельных двигателей.
Этапы настройки станка
Подготовка к работе начинается с регулировки строгального стола. Это позволяет предотвратить нежелательное механическое воздействие на заготовку. Только правильная установка оборудования гарантирует высокое качество обработки.
Настройка стола
Остающийся между деталью и столом зазор должен составлять в длину не более 0,127 мм. Если задняя часть площадки закреплена слишком низко, заготовка начнет подниматься над станиной. По этой причине обработка края будет проходить с большей кривизной, чем требуется, и сформируется неправильный разрез.
В настроенном станке исключены расхождения на стыках указанных частей. В противном случае они будут заметны.
При верной настройке прижимная планка создает давление, из-за чего нарезка происходит с некоторым усилием. Если прижим не ощущается, конец заготовки не будет обработан должным образом.
Настройка подачи
Чтобы подача любых элементов была плавной, обеспечивающей непрерывность рабочего процесса, необходима точная наладка положения нижних роликов. Их следует выравнивать относительно верхней режущей головки. Ведущий подающий механизм должен располагаться выше второго.
Размещение обоих роликов при правильной настройке соответствует прямой касательной к гребенчатой части нижних роликов. Условная линия направляется в сторону режущей головки.
Одновременно с этим пересечение станины должно фиксироваться только перед верхней головкой.
Настройка перед работой с короткими заготовками
Часто возникают ситуации, когда не получается удерживать вплотную уложенную заготовку. В этом случае используется подача через автоматический питатель, который может работать с произвольной длиной. Данный принцип связан с тем, что практически невозможно обеспечивать движение заготовки на необходимой скорости вручную.
Если остановка займет 2-3 секунды, режущие кромки вращающихся головок могут моментально затупиться.
Чтобы избежать возникновения неполадок с некачественным инструментом, рекомендуется приобретать оборудование только в официальном торговом представительстве завода-производителя.
Надежный четырехсторонний станок вы можете купить в дилерском центре Logosol, оставив заявку по электронной почте logosolmoscow@mail.ru, по номеру +7 (915) 785-02-33, через Skype или с помощью обратного звонка.
Современные строительные технологии предполагают применение высококачественных древесных пиломатериалов, к которым с полным основанием может быть отнесён и профилированный брус. Это изделие отличается целым рядом достоинств (прочность, простота монтажа и прекрасные теплоизоляционные характеристики), что гарантирует высокое качество сооружаемых на его основе строений.
Однако для самостоятельного изготовления бруса (при невозможности его приобретения в готовом виде) потребуется специальное оборудование, а именно – четырехсторонний станок по дереву.
Особенности конструкции и назначение
Прежде чем приступить к изготовлению четырехстороннего станка в домашних условиях, потребуется ознакомиться с особенностями конструкции типового строгального агрегата.
Классическая конструкция 4-стороннего деревообрабатывающего станка может быть представлена в виде комбинации следующих основных частей:
- механизм приёма и подачи заготовок;
- наборная секция, состоящая из шпинделя с режущим инструментом (фреза или ножевая пила);
- двигатель (бензиновый или электрический) с приводом;
- органы установки параметров резки, регулировки, подачи и управления всем процессом.
Известны четырехсторонние модели, в которых предусмотрено несколько шпинделей с режущим инструментом, расположенных в один ряд.
По особенностям своего применения все известные конструкции станков для профилирования доски и изготовления бруса делятся на две большие группы, в пределах каждой из которых возможно много промежуточных вариантов.
Во-первых, это переносной (мобильный) станок для профилирования бруса, который может быть собран своими руками и широко применяется в домашних условиях или в небольших по объёмам выпуска мастерских. Основным его достоинством является мобильность (возможность перемещения к месту производства работ), а также хорошая адаптация к любым условиям обработки. К недостаткам такого 4-стороннего агрегата следует отнести невозможность расширения ассортимента изделий и малую автоматизацию.
Во-вторых, это универсальный деревообрабатывающий станок в стационарном исполнении, обеспечивающий получение значительных объемов пиломатериала. Стационарные станки обычно оснащаются системами ЧПУ и целым набором сменных режущих инструментов.
Четырехсторонний стационарный станок предназначен для выполнения целого ряда деревообрабатывающих операций, включая фрезерование (этим он похож на фрезерный инструмент), строгание и фугование, а также рейсмусование и профилирование. С их помощью удаётся обрабатывать самые различные виды древесного сырья и получать готовые изделия всевозможных наименований и размеров (брус, ламели, рейку и вагонку).
Подающий механизм
Подающее устройство современного четырехстороннего станка с функцией строгания может быть представлено следующим образом.
Подача древесной заготовки (будущего бруса) осуществляется посредством четырёх приводных вальцов, а за её правильную ориентацию по направлению движения ответственен комплект из верхних и боковых прижимов. Расположенные сверху вальцы выполняют свою функцию за счет собственного веса или под воздействием пружинных усилителей.
Обратите внимание! Регулировка размера снимаемой стружки и профилирование заготовок осуществляется путём смещения передней части стола по вертикали.
Древесный пиломатериал подаётся в устройство в непрерывном режиме, при котором зазор между следующими одна за другой заготовками полностью отсутствует.
Последнее объясняется тем, что даже незначительный разрыв в подаче потребует новой заправки в вальцы, что существенно снижает производительность оборудования и увеличивает трудозатраты.
Повысить производительность всего четырехстороннего станка по дереву в целом удаётся путём частичной автоматизации приёмного узла, осуществляемой за счёт совмещения функций позиционирования доски и её подачи. Она обычно настраивается на скорости порядка 8-22 метра в минуту, однако в некоторых современных образцах оборудования этот параметр увеличен почти в пять раз.
Число оборотов режущего инструмента в минуту в среднем составляет 5-6 тысяч единиц (в последних моделях новейшей конструкции оно доведено до 9 тысяч).
Зона и узел обработки
Типовой обрабатывающий узел четырехстороннего станка по дереву содержит в своём составе верхний и нижний горизонтально закреплённые валы и пару шпинделей, установленных вертикально. На каждом из них имеется режущая головка, оснащённая прямым или фасонным ножом. Размер обрабатываемого изделия выставляется путём горизонтального перемещения шпинделя (изменением положения режущей кромки). При обрезке досок их толщина задаётся вертикальным перемещением верхнего вала.
В комплект узла обработки может быть включен дополнительный (пятый) режущий или строгальный вал, обеспечивающий обустройство профиля по нижней кромке заготовки. Для исключения эффекта волны, образующейся на поверхности дерева от циркулирующих головок, в этой зоне предусматриваются специальные ножи. Они обеспечивают имитацию заглаживания. Ножи выполняются в виде блока зафиксированных на основании стола лезвий, крепящихся под углом наклона 45 градусов к плоскости подачи и срезающих порядка 0,02-0,2 миллиметра древесины с обрабатываемой поверхности. Благодаря такому устройству узла остающиеся от работы фуганка гребни волн полностью срезаются.
Система управления
Управление работой четырехстороннего стационарного оборудования по дереву, как правило, осуществляется с выносного пульта, однако для самодельного устройства такая система не подходит.
Обратите внимание! В случае самостоятельного изготовления станка главное – это предусмотреть механизмы выставления размера заготовок и скорости их подачи в зону резки.
Помимо этого, необходимо обеспечить возможность задать положение комплекта из шпинделей относительно детали, а также варьирования типа и диаметра режущего инструмента. Не следует упускать из внимания обязательное наличие на станке по дереву функциональных элементов, ответственных за его выключение и включение.
Самодельный станок (вариант для профилирования бруса)
Профилировочный четырёхсторонний станок должен включать в свой состав такие обязательные элементы, как основание (станина), барабан с набором ножей и электрический или бензиновый двигатель. Помимо этого, в нём должны быть предусмотрены передвижной каркас, располагающий возможностью регулировки размера заготовки по высоте обработки, а также специальные фиксирующие и стопорные элементы.
При изготовлении устройства для профилирования заготовок с размерами 150 х 150 необходимо подобрать достаточно мощный двигатель с подходящими характеристиками. Для заявленных целей вполне подойдёт бензиновый агрегат марки «Хонда» мощностью 6,5 лошадиных сил, развивающий до 3600 оборотов в минуту.
После выбора двигателя следует подготовить набор металлических пластин, уголков и швеллеров и сварить из них по ранее составленному эскизу каркасную конструкцию, на которой выбранный агрегат должен быть надёжно закреплён.
От вала двигателя вращающийся момент передаётся на ножевой барабан посредством системы шкивов. Все эти детали можно снять со старых неработающих станков или заказать в мастерской, предварительно подготовив их чертежи.
Подвижный каркас должен перемещаться по специально подготовленным направляющим с встроенными в них роликами (они крепятся по углам конструкции). Всего необходимо предусмотреть четыре ролика, фиксируемых с нижней её части.
Подача обрабатываемых заготовок осуществляется в самодельном устройстве вручную (за счёт мускульной силы оператора). Для изменения высоты и глубины обработки в пределах 5-10 см двигатель с ножевым барабаном должен свободно перемещаться по вертикали до ограничительных упоров.
Надо отметить, что перед изготовлением деревообрабатывающего станка с четырёхсторонней обработкой необходимо тщательно изучить теоретический материал и варианты практического исполнения. Лишь при этом условии можно будет изготовить надёжную рабочую конструкцию, гарантирующую решение поставленной перед пользователем задачи.
Используемые источники:
- https://instanko.ru/drugoe/chetyrehstoronnij-stanok.html
- https://logosol.su/company/articles/kak-nastroit-chetyrekhstoronniy-stanok/
- https://drevogid.com/instrumenty/stanki/chetyrehstoronnij.html


 Технические характеристики четырехстороннего деревообрабатывающего станка
Технические характеристики четырехстороннего деревообрабатывающего станка Листогиб своими руками: инструкция и чертежи для самостоятельной сборки
Листогиб своими руками: инструкция и чертежи для самостоятельной сборки ЧПУ станок Alfawise C10 Pro (cnc 3018 pro)
ЧПУ станок Alfawise C10 Pro (cnc 3018 pro) Фуговальный станок по дереву для домашней мастерской
Фуговальный станок по дереву для домашней мастерской