
- Цена: $169.99
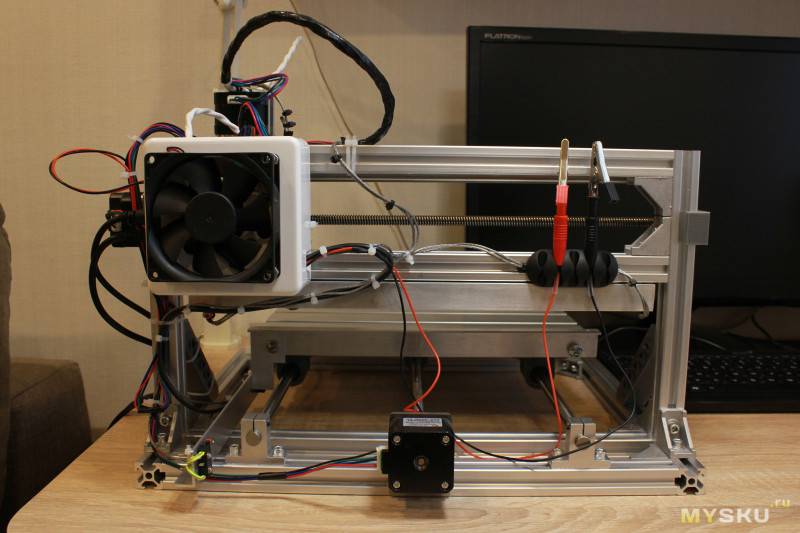
Всем привет. Сегодня я коротко расскажу о ЧПУ станке Alfawise C10 Pro. По сути, данный станок является известным 3018 Pro. Такой ЧПУ можно использовать для фрезеровки и гравировки дерева, пластика, печатных плат, акрила и других материалов. Рабочей области размером 300х180 мм с лихвой хватит для своей небольшой мастерской, да и тем более для домашних нужд. Технические характеристики: — рабочая зона станка 300х180х45 мм — размеры: 420х355×280 мм — двигатель — 775 мотор шпинделя (12-36 В) при 24В — 8000 об/мин — патрон типа ER11, в комплекте идет одна цанга под хвостовик 3,175 мм. Такие патроны зарекомендовали себя очень хорошо и широко применяются в станках с ЧПУ. — шаговые двигатели 1.3А, крутящий момент 0,25Н/м. — питание: 24 В, 5 А — в комплекте диск с драйверами и управляющим софтом, а также набор конических фрез. Также в комплекте имеются 4 зажима для фиксации заготовки в процессе работы. Все детали станка надежно упакованы в 3 уровня. Весь комплект поставки на фото:
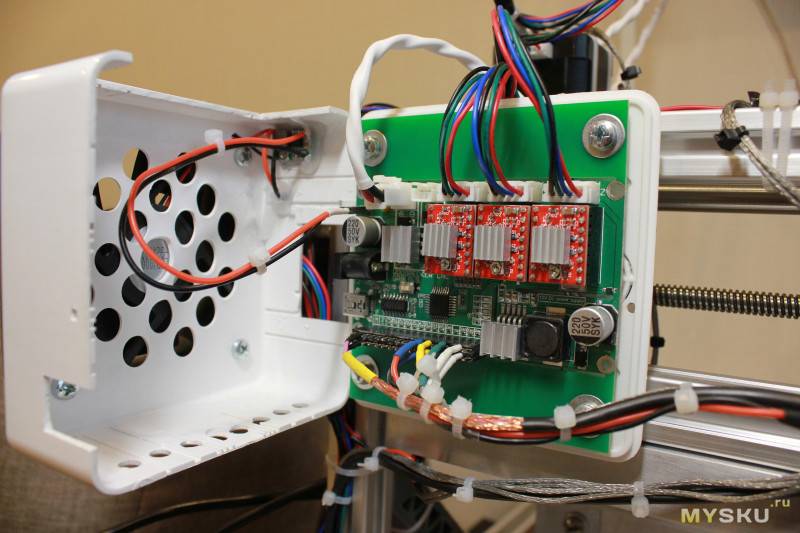
Весь комплект поставки на фото: Управляющая плата построена на Mega328p с установленным драйверами а4988.
Управляющая плата построена на Mega328p с установленным драйверами а4988.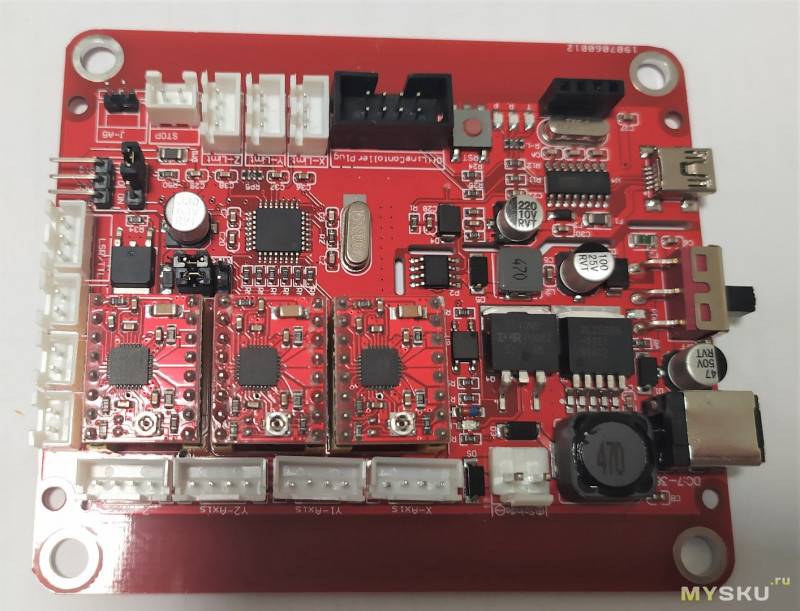 Offline контроллер дает возможность работать со станком без компьютера.
Offline контроллер дает возможность работать со станком без компьютера.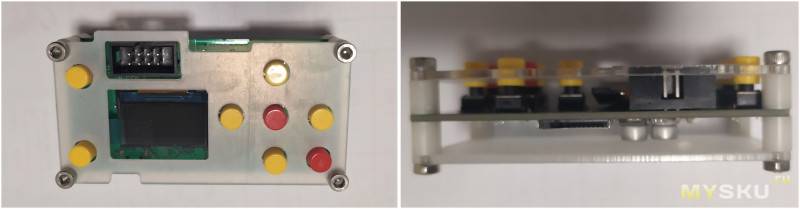 Контроллер обладает достаточно скромным функционалом. С помощью него можно подвигать осями, установить скорость перемещения и битрейт связи, а также запустить фрезеровку. К сожалению, тут нет возможности сделать своего рода «автоуровня», как в 3д принтерах или построить карту высот. Эти возможности доступны только при использовании соответствующего программного обеспечения на компьютере. Offline контроллер имеет разъем для карт памяти microSD, на которую и требуется записать управляющую программу станка.
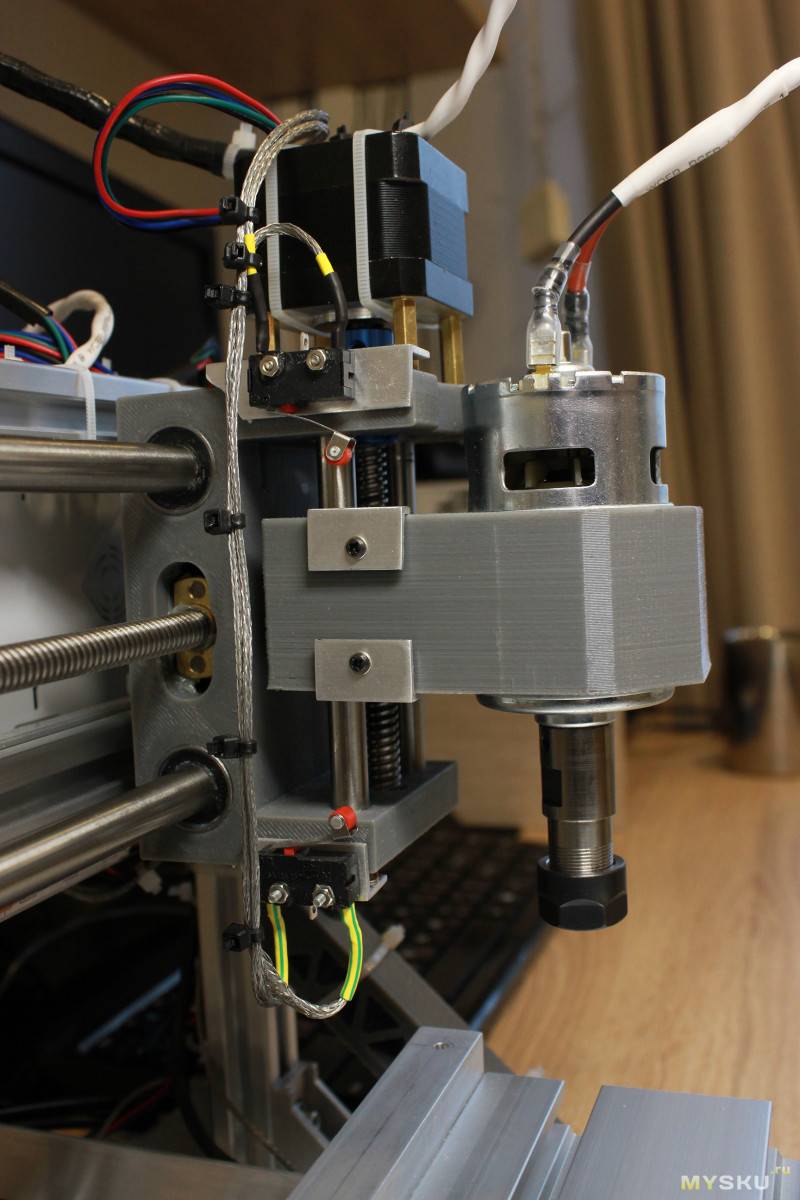
Контроллер обладает достаточно скромным функционалом. С помощью него можно подвигать осями, установить скорость перемещения и битрейт связи, а также запустить фрезеровку. К сожалению, тут нет возможности сделать своего рода «автоуровня», как в 3д принтерах или построить карту высот. Эти возможности доступны только при использовании соответствующего программного обеспечения на компьютере. Offline контроллер имеет разъем для карт памяти microSD, на которую и требуется записать управляющую программу станка.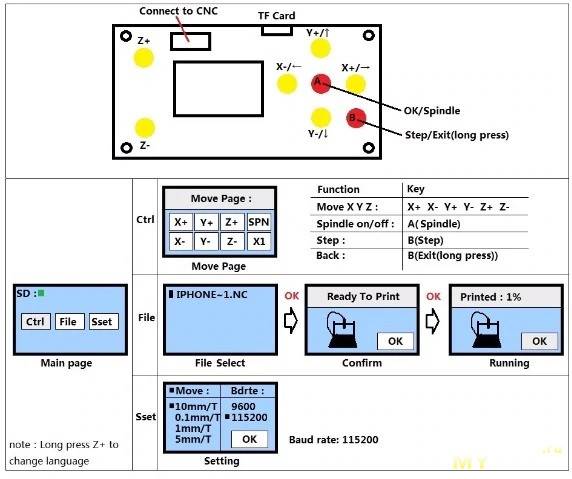 Держатель шпинделя и вся каретка напечатана на 3д принтере. Подшипники впрессованы.
Держатель шпинделя и вся каретка напечатана на 3д принтере. Подшипники впрессованы.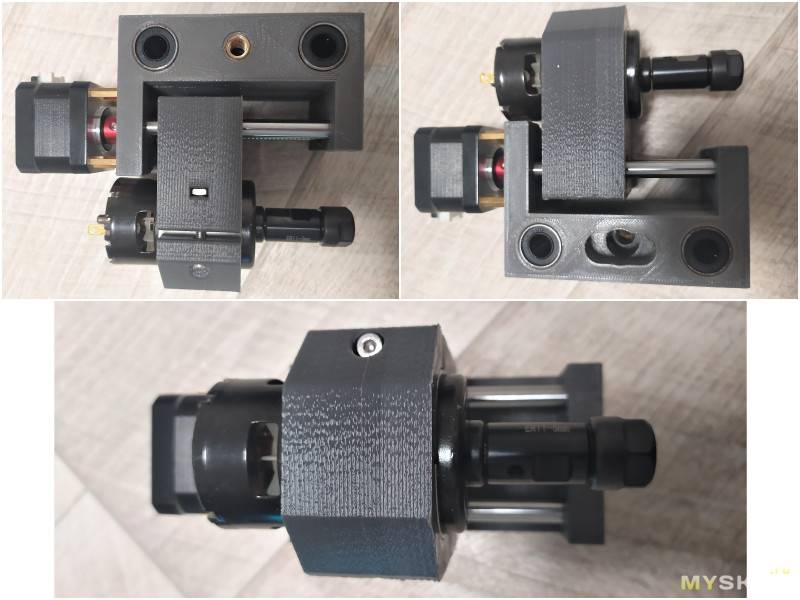 Рабочий стол передвигается на стальных валах диаметром 10 мм. Стол крепится на 4х каретках с запрессованными подшипниками.
Рабочий стол передвигается на стальных валах диаметром 10 мм. Стол крепится на 4х каретках с запрессованными подшипниками. Блок питания с переключателем напряжения от 12 до 24В с шагом 2В.
Блок питания с переключателем напряжения от 12 до 24В с шагом 2В. Сборка станка достаточно простая. Для полной сборки потребуется порядка 30 минут. Весь требуемый инструмент уже в комплекте. На первом этапе собираем раму, крепим направляющие валы с держателями стола, устанавливаем двигатель с винтом. Боковые грани рамы выполнены из алюминиевого профиля 20х40мм, передняя и задняя грань — из бакелита.
Сборка станка достаточно простая. Для полной сборки потребуется порядка 30 минут. Весь требуемый инструмент уже в комплекте. На первом этапе собираем раму, крепим направляющие валы с держателями стола, устанавливаем двигатель с винтом. Боковые грани рамы выполнены из алюминиевого профиля 20х40мм, передняя и задняя грань — из бакелита.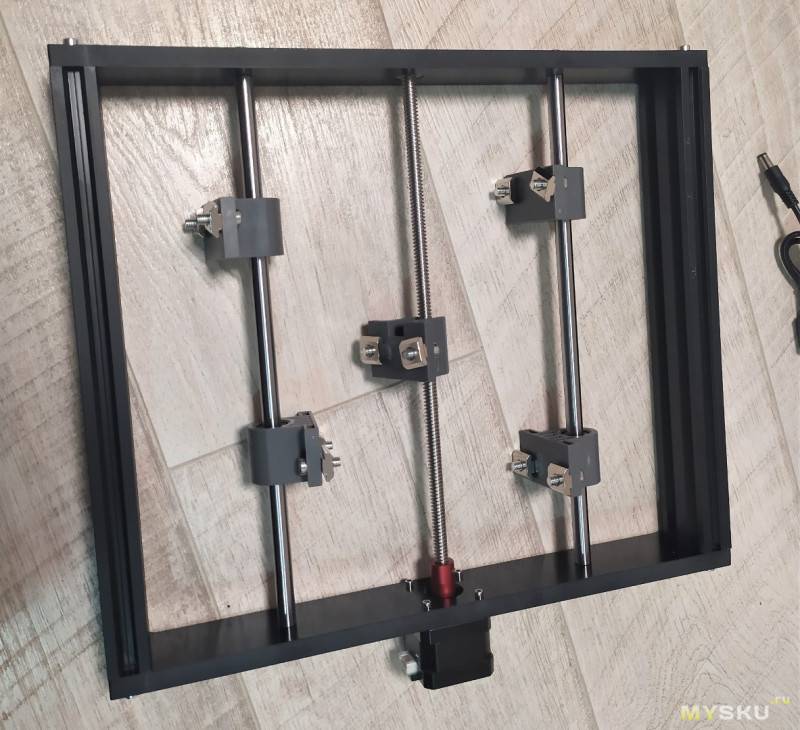 Далее крепим рабочий стол. Стол пришел достаточно ровный (ну нет идеальных столов, отклонение около 0.5-1 мм).
Далее крепим рабочий стол. Стол пришел достаточно ровный (ну нет идеальных столов, отклонение около 0.5-1 мм).  И собираем оставшуюся часть в соответствии с инструкцией. На оси X также используются стальные валы с толщиной 10 мм.
И собираем оставшуюся часть в соответствии с инструкцией. На оси X также используются стальные валы с толщиной 10 мм.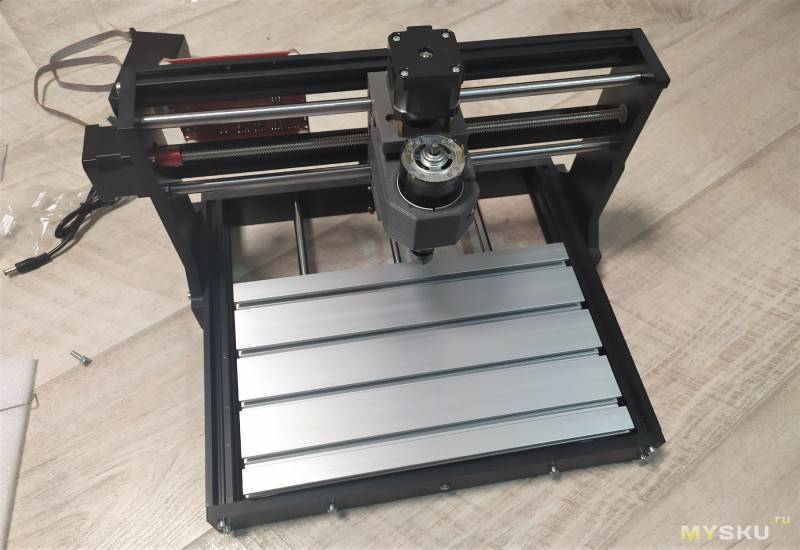 Плата управления крепится с обратной стороны на профили.
Плата управления крепится с обратной стороны на профили.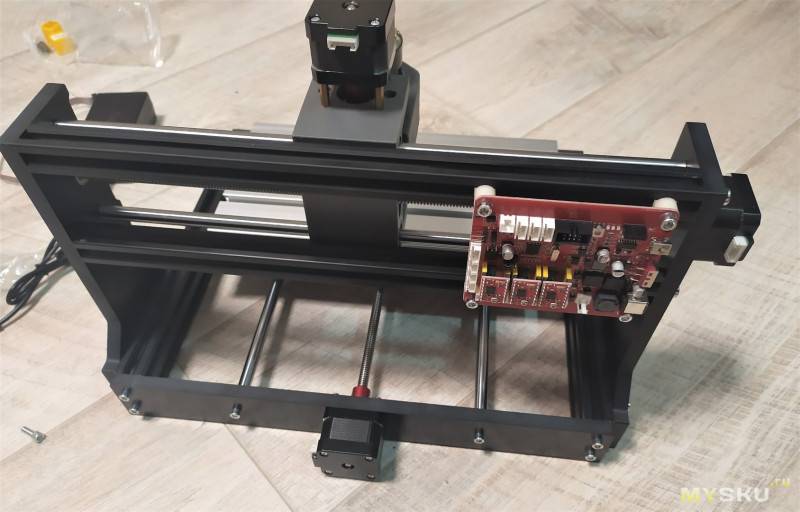 Схема подключения
Схема подключения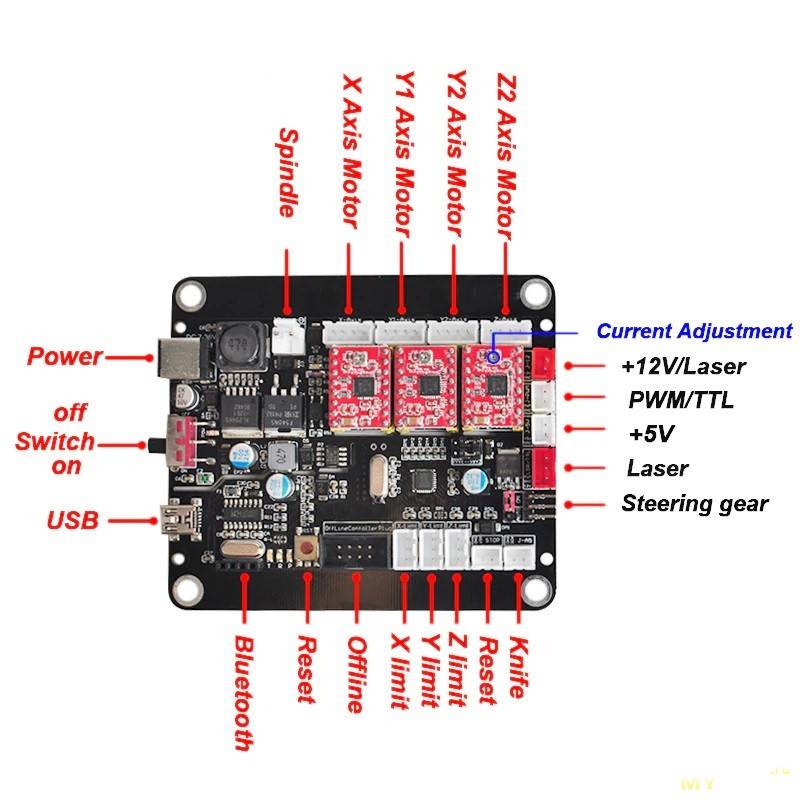 Разъемы для подключения концевиков присутствуют, поэтому их не сложно будет добавить. Также есть возможность установки BT-модуля. Разъем Knife используется для подключения Z-щупа. Один провод подключаем непосредственно к фрезе, второй на фрезеруемую металлическую поверхность. Для подключения удобно использовать «крокодилы». Карта высот без проблем строится в grblControl. Также можно подключить лазер для гравировки, но к сожалению его нет в комплекте. Первая фрезеровка пошла комом. Запускал тестовый файл через оффлайн контроллер, фрезер пытался что-то сделать, но происходили непонятные вещи. Тогда решил попробовать подвигать осями, сперва через оффлайн контроллер, потом уже через программу grblControl и тут я понял в чем причина. Оказалось, что оси были инвертированы. Начал искать информацию в сети по данной проблеме и наткнулся на одну интересную команду консоли $3=5. Запустил grblControl, ввел команду в консоль и стал пробовать двигать осями и смотрел за указателем шпинделя на экране, в прочем мне это не помогло. Тогда стал пробовать дальше подбирать параметры и вуаля, команда $3=0 решила мои проблемы. Так как команды записываются в EEPROM, то через оффлайн контроллер все так же заработало. Текст для гравировки подготавливаю в программе Aspire 8.5. В принципе программа имеет намного большие возможности и годится не только для подготовки текста. Сперва создаем новый файл с требуемыми размерами и толщиной.
Разъемы для подключения концевиков присутствуют, поэтому их не сложно будет добавить. Также есть возможность установки BT-модуля. Разъем Knife используется для подключения Z-щупа. Один провод подключаем непосредственно к фрезе, второй на фрезеруемую металлическую поверхность. Для подключения удобно использовать «крокодилы». Карта высот без проблем строится в grblControl. Также можно подключить лазер для гравировки, но к сожалению его нет в комплекте. Первая фрезеровка пошла комом. Запускал тестовый файл через оффлайн контроллер, фрезер пытался что-то сделать, но происходили непонятные вещи. Тогда решил попробовать подвигать осями, сперва через оффлайн контроллер, потом уже через программу grblControl и тут я понял в чем причина. Оказалось, что оси были инвертированы. Начал искать информацию в сети по данной проблеме и наткнулся на одну интересную команду консоли $3=5. Запустил grblControl, ввел команду в консоль и стал пробовать двигать осями и смотрел за указателем шпинделя на экране, в прочем мне это не помогло. Тогда стал пробовать дальше подбирать параметры и вуаля, команда $3=0 решила мои проблемы. Так как команды записываются в EEPROM, то через оффлайн контроллер все так же заработало. Текст для гравировки подготавливаю в программе Aspire 8.5. В принципе программа имеет намного большие возможности и годится не только для подготовки текста. Сперва создаем новый файл с требуемыми размерами и толщиной.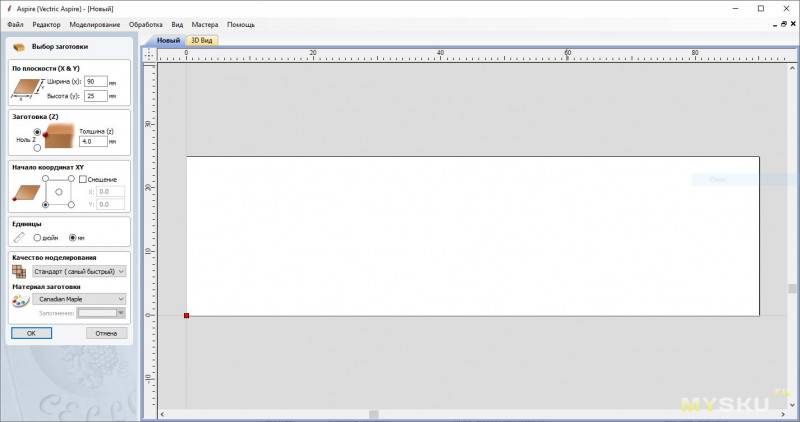 Затем наносим текст с помощью соответствующего инструмента и настраиваем его параметры. Далее в обработке выбираем «Быстрая гравировка» и производим настройки инструмента. В качестве постпроцессора выбираем Viccam ATC Arcs (mm), он адекватно работает с оффлайн контроллером. Затем сохраняем файл. Гравировку можно запустить с оффлайн контроллера или же использовать ПК и grblControl. Для начала гравировки потребуется вручную установить нулевую точку. Для максимальной точности лучше использовать специальный z-щуп. Его можно изготовить самостоятельно или приобрести уже готовый. Пример Если гравировка будет происходить по поверхности, проводящей ток, то лучше для этого использовать самодельный щуп с двумя «крокодилами», один цепляется за фрезу, второй — за гравируемую поверхность. Повторюсь еще раз, использование z-щупа возможно только при подключении к ПК. Комплектные зажимы заготовки мне вообще не понравились. Ими достаточно сложно вообще что-то зажать, нужно делать пропил в заготовке или высверливать отверстие. Решил распечатать более удобные зажимы на 3д принтере. Они отлично справляются со своей задачей. Примеры гравировки: Гравировка по стеклу. Комплектные фрезы не подходят для такой гравировки, но я все же попробовал. В результате фреза очень быстро стачивается. Вообще, для этого есть специальные фрезы с алмазным напылением. Гравировка по ЛДСП. Заказал еще фрезы типа «кукуруза», которые помогут больше раскрыть потенциал данного ЧПУ станка. Из-за использования шариковых подшипников для движения стола, станок получился очень шумным. Замена подшипников на пластиковые/полимерные значительно снизит объем шумов.Ссылки:содержимое дискаstl модели масштабной доработки (новые держатели заготовки, доработка кабель-менеджмента, установка концевых выключателей) Видео по сборке станка Процесс гравировки (осторожно, шумно).Выводы Станок получился достаточно компактным с большим рабочим полем. Без замены подшипников — очень шумный. Разъемы для концевиков на плате есть, а сами они отсутствуют. У меня ЧПУ из коробки не заработал, пришлось инвертировать оси (в моем случае помогла команда $3=0). На осях присутствует небольшой люфт. При гравировке твердых поверхностей с большой подачей данный люфт заметен. Поэтому я бы рекомендовал уменьшать подачу и делать несколько проходов, тогда данного эффекта не будет либо он будет незначительным и малозаметным. Цена в $169.99 достигается купоном ALC10PRO2 Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Затем наносим текст с помощью соответствующего инструмента и настраиваем его параметры. Далее в обработке выбираем «Быстрая гравировка» и производим настройки инструмента. В качестве постпроцессора выбираем Viccam ATC Arcs (mm), он адекватно работает с оффлайн контроллером. Затем сохраняем файл. Гравировку можно запустить с оффлайн контроллера или же использовать ПК и grblControl. Для начала гравировки потребуется вручную установить нулевую точку. Для максимальной точности лучше использовать специальный z-щуп. Его можно изготовить самостоятельно или приобрести уже готовый. Пример Если гравировка будет происходить по поверхности, проводящей ток, то лучше для этого использовать самодельный щуп с двумя «крокодилами», один цепляется за фрезу, второй — за гравируемую поверхность. Повторюсь еще раз, использование z-щупа возможно только при подключении к ПК. Комплектные зажимы заготовки мне вообще не понравились. Ими достаточно сложно вообще что-то зажать, нужно делать пропил в заготовке или высверливать отверстие. Решил распечатать более удобные зажимы на 3д принтере. Они отлично справляются со своей задачей. Примеры гравировки: Гравировка по стеклу. Комплектные фрезы не подходят для такой гравировки, но я все же попробовал. В результате фреза очень быстро стачивается. Вообще, для этого есть специальные фрезы с алмазным напылением. Гравировка по ЛДСП. Заказал еще фрезы типа «кукуруза», которые помогут больше раскрыть потенциал данного ЧПУ станка. Из-за использования шариковых подшипников для движения стола, станок получился очень шумным. Замена подшипников на пластиковые/полимерные значительно снизит объем шумов.Ссылки:содержимое дискаstl модели масштабной доработки (новые держатели заготовки, доработка кабель-менеджмента, установка концевых выключателей) Видео по сборке станка Процесс гравировки (осторожно, шумно).Выводы Станок получился достаточно компактным с большим рабочим полем. Без замены подшипников — очень шумный. Разъемы для концевиков на плате есть, а сами они отсутствуют. У меня ЧПУ из коробки не заработал, пришлось инвертировать оси (в моем случае помогла команда $3=0). На осях присутствует небольшой люфт. При гравировке твердых поверхностей с большой подачей данный люфт заметен. Поэтому я бы рекомендовал уменьшать подачу и делать несколько проходов, тогда данного эффекта не будет либо он будет незначительным и малозаметным. Цена в $169.99 достигается купоном ALC10PRO2 Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
- Цена: $122.25
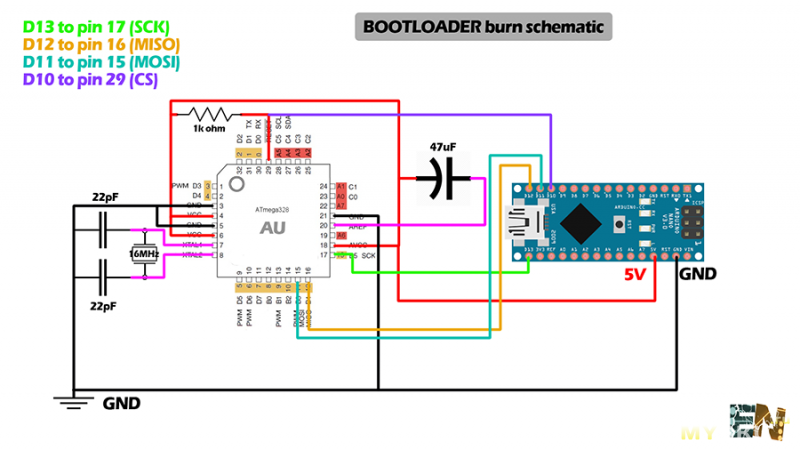
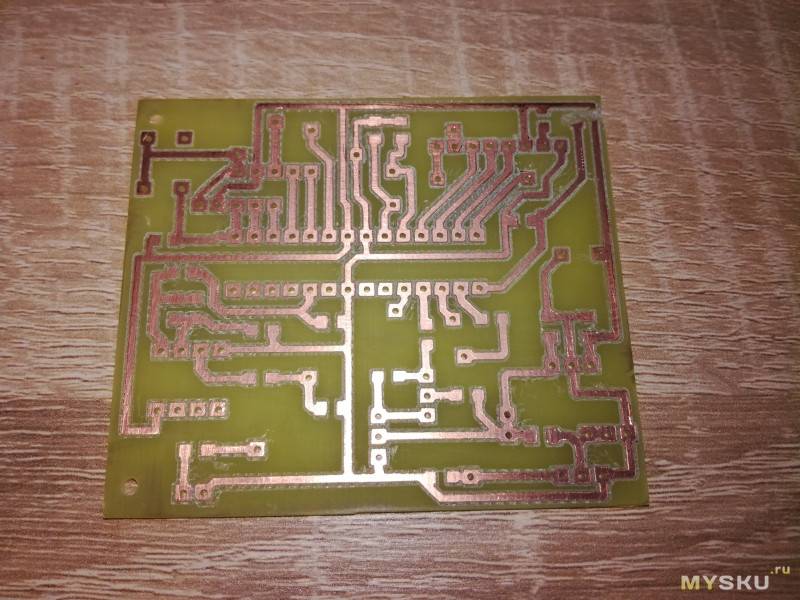
Решил я приобщиться к теме ЧПУ станочков, и прикупил себе CNC 3018 как для общего развития, так и для нарезания на нем всякого добра из фанерок и текстолита. На форуме уже проскакивали обзоры по теме CNC, я бы хотел поделиться своими ощущениями от покупки. Я не буду подробно описывать сборку механической части ( в комплекте идет подробная инструкция, да и просто по фотографии станка на странице товара собрать что-то неправильно очень тяжело ) а постараюсь остановиться именно на вещах, которые вызвали затруднения или были не очевидны. Нюансы, вылезшие еще на этапе сборки. Первое — уголки, выполненные из цинкового сплава, нуждаются в небольшой шлифовке поверхностей, соприкасающихся с профилем. Благо, что облой удаляется надфилем буквально за пару секунд. Уголков, кстати, в коробке на 2 больше, чем необходимо для сборки. Второе, и самое интересное – одевание патрона цанги на вал двигателя. Первый двигатель с патроном я испортил – нагрел феном патрон, остудил двигатель в морозилке, совместил, пара легких ударов через деревяшку, вал идет крайне туго, пара ударов посильнее… В общем патрон сел на 8 мм и все, сдвинуть его теперь невозможно ни в одном, ни в другом направлении. Двигатель крутится, ощутимых рукой люфтов нет, но звук из подшипников стал громче. Допуски на диаметр вала и посадочного отверстия в патроне гуляют, и у кого то он просто одевается «на холодную», а кто-то не смог нормально одеть и «на горячую». Вывод прост – для уверенности нужно греть патрон градусов до 300 и одевать очень быстро, пока патрон не прогрел вал и не расширил его, и надеяться что вы не попали на крайний случай, когда вал с большим допуском «в плюс», а отверстие в патроне «в минус». После я поменял двигатель с патроном, нагрев последний в духовке. Сел «впритирочку». Провода, идущие к двигателю, я позже заменил на силиконовые с чуть большим сечением, усадив скрутку из них в термоусадку. Никаких систем для организации кабельного хозяйства, кроме десятка нейлоновых стяжек, в комплекте нет. Пока будем довольствоваться колхозом. Сразу выведем щупы Z и организуем им парковку. При гравировке печатных плат они пригодятся для поиска нуля по Z и составления карты высот в Candle. Третье. Мне не повезло, и стол пришел кривой, я бы даже сказал дугообразный. Я даже не стал пытаться его ставить (без шаманства с подкладываем всякого при креплении к столу суппортов с подшипниками и гайкой ходового винта он бы вообще не мог ходить по валам), а сразу написал продавцу и на следующий день получил трек код посылки, в которой приехал новый стол, к счастью, прямой. Устанавливаем необходимый софт. Так бы я и сидел со старой версией прошивки grbl 0.9j, привязанный к версии Candle не выше 1.0.11, но случилась еще одна неприятность. После «тыканья» USB-осциллографом на контакты шпинделя в целях посмотреть там ШИМ (DS205 только пришел, и станок стоял на столе, я не удержался, и предвосхищая нападки сразу укажу – он был подключен к ноутбуку, работающему от батареи) плата контроллера перестала подавать признаки жизни и на ней постоянно горели светодиоды Rx и Tx. Было решено перекинуть микросхему контроллера Atmega328P, но даже со снятой микросхемой (аккуратно выкушенной, ручка фена была еще в пути на момент аварии) светодиоды продолжали постоянно гореть, что указывало на гибель микросхемы CH340 (преобразователь USB-SERIAL TTL), и она была заменена. Контроллер Atmega328P был поставлен чистый, все было соединено по стандартной схеме для заливки bootloader-а в чип и последующей загрузки самой прошивки grbl 1.1f. Но чуда не произошло, avrdude говорил о неправильной сигнатуре контроллера, и даже после ее подмены отказывался нормально заливать bootloader. Танцы вокруг прошивки продолжались еще долго, и я перейду сразу к тому что сработало — для исключения влияния самой платы woodpecker нужные ноги Atmega328P были приподняты над ней и кинуты проводки напрямую к Arduino NANO, используемой как ISP.






- https://mysku.ru/blog/china-stores/77366.html
- https://mysku.ru/blog/aliexpress/59350.html


 Листогиб своими руками: инструкция и чертежи для самостоятельной сборки
Листогиб своими руками: инструкция и чертежи для самостоятельной сборки Технические характеристики четырехстороннего деревообрабатывающего станка
Технические характеристики четырехстороннего деревообрабатывающего станка Настройка и работа в программе CNC USB Controller
Настройка и работа в программе CNC USB Controller Нюансы эксплуатации лазеров на недорогих DIY CNC machine (ЧПУ станки) и 3D-принтерах
Нюансы эксплуатации лазеров на недорогих DIY CNC machine (ЧПУ станки) и 3D-принтерах